Pytanie 1
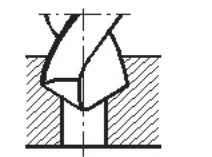
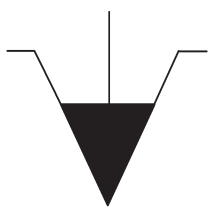
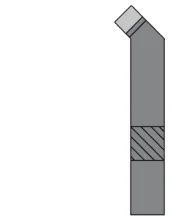
Ostrze narzędzia skrawającego odziaływując siłami skrawania na obrabiany przedmiot, powoduje odrywanie się usuwanego materiału w postaci wiórów, których jest wiele rodzajów. Wiór odpryskowy przedstawiono na rysunku oznaczonym literą
A. A.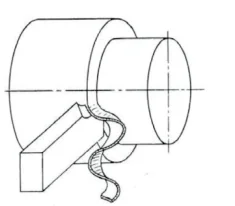
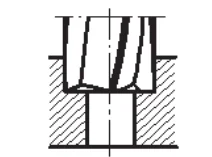
B. B.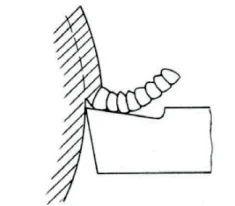
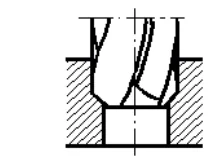
C. C.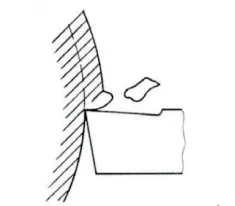
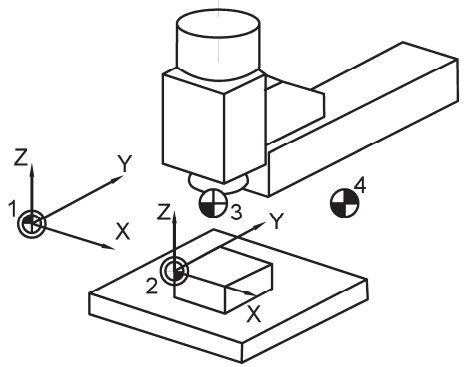
D. D.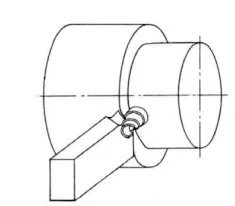
Wybór innej litery niż C często wynika z nieporozumienia dotyczącego charakterystyki wiórów skrawanych. Niepoprawne odpowiedzi mogą sugerować, że wióry odpryskowe wyglądają jak wióry wiórowe lub wióry wiórowe mają gładką powierzchnię, co jest błędne. Wiór wiórowy, zazwyczaj bardziej regularny i gładki, powstaje podczas skrawania materiałów bardziej ciągliwych, gdzie materiał jest usuwany w dłuższych, cienkich pasmach. Mylenie tych dwóch typów wiórów może prowadzić do nieefektywnej obróbki i usuwania materiału. Innym powszechnym błędem jest przekonanie, że wióry odpryskowe są zawsze małe i nieregularne, co nie jest prawdą. Ich rozmiar i kształt mogą się różnić w zależności od zastosowanych parametrów skrawania oraz właściwości obrabianego materiału. Ważne jest, aby przy analizie procesu skrawania zrozumieć, jakie warunki wpływają na rodzaj powstających wiórów. Błędne wywnioskowanie, że wióry odpryskowe są wynikiem niskiego posuwu, może prowadzić do nieoptymalnych ustawień maszyny i zwiększonego zużycia narzędzi. W praktyce, analiza wiórów pozwala na lepsze zrozumienie procesu skrawania oraz jego optymalizację, co jest kluczowe w nowoczesnej produkcji.