Pytanie 1
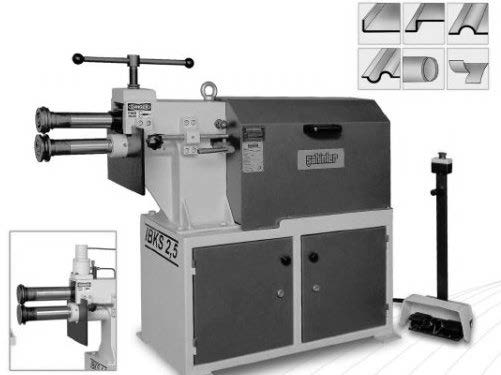
Przedstawione na rysunku urządzenie służy do naprawy elementów z tworzyw sztucznych metodą

A. klejenia.
B. zgrzewania.
C. spawania.
D. zszywania.
Przyjrzyjmy się teraz innym opcjom, które mogą wprowadzać w błąd. Zgrzewanie jest procesem łączenia materiałów za pomocą ciepła, ciśnienia lub obu tych metod jednocześnie. W przypadku tworzyw sztucznych zgrzewanie jest możliwe, ale zazwyczaj wymaga specjalnych maszyn, które precyzyjnie kontrolują temperaturę i ciśnienie. Zszywanie jest często mylone ze zgrzewaniem, ale to dwa zupełnie różne podejścia. Spawanie natomiast bardziej kojarzy się z metalami i wysokotemperaturowymi procesami, które nie są odpowiednie dla delikatnych tworzyw sztucznych. Często błędnie zakłada się, że spawanie plastiku jest możliwe w ten sam sposób co metali, lecz wymaga zupełnie innej technologii, jak np. zgrzewanie ultradźwiękowe. Natomiast klejenie to metoda, która polega na użyciu substancji wiążącej. Kleje do tworzyw sztucznych muszą być odpowiednio dobrane do materiału, co czyni tę metodę bardziej czasochłonną i wymagającą precyzyjności. Również siła połączenia przy klejeniu może być niewystarczająca w kontekście obciążeń mechanicznych, jakie mogą występować w naprawianych elementach. Tak więc, chociaż każda z tych metod ma swoje zastosowanie, zszywanie jest zdecydowanie najbardziej efektywne w kontekście przedstawionego urządzenia.