Pytanie 1
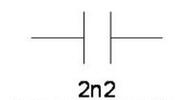
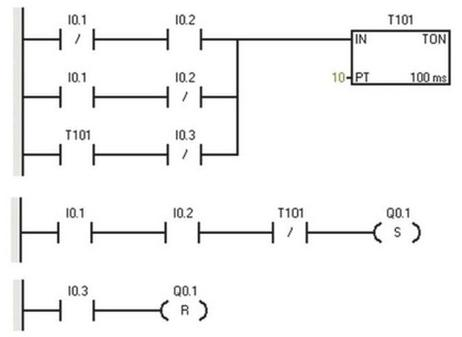
Do sterownika wgrano program przedstawiony na rysunku. Na których wejściach muszą być ustawione sygnały logiczne "1″, aby na wyjściu Q0.1 pojawił się sygnał logiczny "1″?
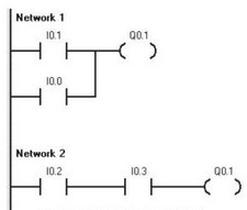
A. I0.1 i l0.0
B. I0.2 lub I0.3
C. I0.2 i I0.3
D. I0.1 lub I0.0
Wybór innych kombinacji wejść może wskazywać na pewne nieporozumienie, jeśli chodzi o funkcje logiczne i jak je stosować w automatyce. Wiele osób może nie zauważać, że w sieciach logicznych, takich jak ta, ważne jest, żeby wszystkie wymagane sygnały były aktywne w odpowiednich warunkach. Na przykład, wybór I0.1 i I0.0 może sugerować, że wystarczy jedno aktywne wejście, żeby włączyć wyjście, ale to jest mylne w kontekście bramek AND. Odpowiedzi oparte na I0.2 lub I0.3 mogą prowadzić do błędnych wniosków, bo sugerują, że wystarczy aktywować jedno wejście, a to nie jest zgodne z wymaganiami logicznymi układu. Gdy projektujemy systemy sterujące, nie można ignorować krytycznych warunków do uruchomienia wyjść. Rozumienie zastosowania połączeń szeregowych to klucz do poprawnego tworzenia i wdrażania programów w PLC. Dlatego warto dokładnie przyjrzeć się schematom i stosować odpowiednie zasady logiki, bo to jest zgodne z tym, co w branży automatyki uważa się za standard.