Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 20/40 punktów (50,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na rysunku przedstawiono przekładnię zębatą
Czy podzielnica jest wykorzystywana do operacji przeprowadzanych na
Głównym czynnikiem stwarzającym ryzyko dla wzroku spawacza podczas spawania łukiem elektrycznym jest
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Niewielkie wymiary zewnętrzne w porównaniu do długości skoku są typowe dla siłownika
Współczynnik nadmiaru powietrza używany przy określaniu parametrów spalania wskazuje
Przedstawiona na rysunku operacja kucia ręcznego, to
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aplikacja cienkiej warstwy ochronnej srebra za pomocą gorącego nawalcowania to
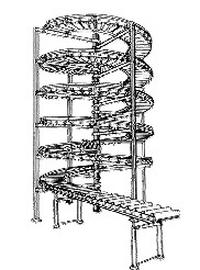
Na rysunku przedstawiono przenośnik
Wymiana ciepła pomiędzy czynnikiem roboczym w cylindrze silnika spalinowego a cieczą chłodzącą ten silnik odbywa się w wyniku
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Rodzaj połączenia, w którym następuje zmiana rozmiaru łączonych części wskutek podgrzewania lub chłodzenia jednego z nich, to połączenie
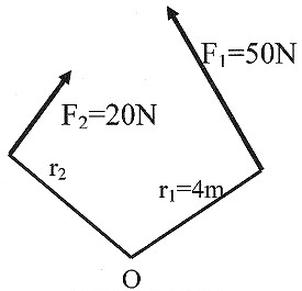
Ile wynosi długość ramienia r2, działania siły F2 względem bieguna O, jeżeli moment główny układu sił względem tego bieguna wynosi 100 N m?
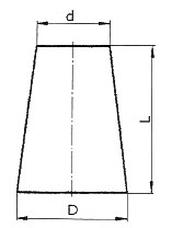
Ile wynosi zbieżność stożka przedstawionego na rysunku, jeżeli D=50 mm, d=30 mm, L=200 mm?
Jaką wartość ma rzeczywista wydajność pompy tłokowej o pojemności skokowej 0,1 dm3, przy prędkości obrotowej 60 obr/min, jeśli jej sprawność objętościowa wynosi 80%?
Jak nazywa się metoda spawania łukowego z wykorzystaniem nietopliwej elektrody wolframowej w atmosferze gazu obojętnego?
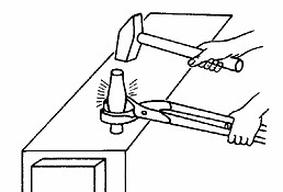
Aby usunąć złamana śrubę z otworu gwintowanego, przedstawione na rysunkach narzędzia należy użyć w następującej kolejności

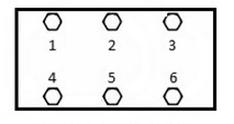
Zgodnie z przedstawionym schematem, śruby należy dokręcać w następującej kolejności:
Gdy po weryfikacji poprawności montażu łożyska ślizgowego (przestrzeganiu odpowiednich luzów między łożyskiem a wałkiem) występuje zbyt duże nagrzewanie się łożyska, co powinno się sprawdzić?
Na rysunku przedstawiono nakrętkę

Smarownica umożliwia regulację oraz wstrzymywanie wypływu smaru, a także kontrolę przy pomocy wzroku
Rodzajem montażu wykorzystywanym w produkcji jednostkowej oraz małoseryjnej jest montaż
Ustalenie faktycznej charakterystyki użytkowej, na przykład: weryfikacja rzeczywistej mocy użytecznej, efektywności, prędkości obrotowej oraz precyzji działania, to działania związane z
Aby przetransportować urządzenie na miejsce montażu, gdy jego waga przekracza maksymalną nośność dźwigu, wykorzystuje się
Co należy wykonać przed próbą uruchomienia systemu hydraulicznego po dokonaniu naprawy?
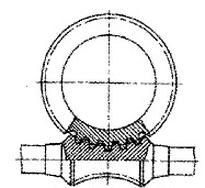
Na rysunku przedstawione jest sprzęgło

Łuszczenie (spalling) to proces zużycia, który zachodzi podczas
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę stosuje się w montażu, gdy biorą w nim udział pracownicy o mniejszych kwalifikacjach?
Podczas montażu prowadnic, które są przykręcane, należy w pierwszej kolejności
Jakie metody stosuje się w celu ochrony powierzchni prowadnic maszyn przed korozją?
Jakie elementy nie są wykorzystywane do zabezpieczania łączników gwintowych przed samoistnym odkręceniem?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby przetransportować urządzenie na miejsce montażu, gdy jego waga przekracza maksymalną nośność dźwigu, należy zastosować
Czynnikiem, który nie powoduje przyspieszonego zużycia pasa klinowego w systemie pasowym jest
Aby prawidłowo zamontować łożysko toczne na wale, co należy zrobić?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na zdjęciu przedstawiono
