Pytanie 1
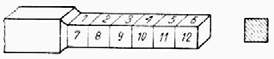
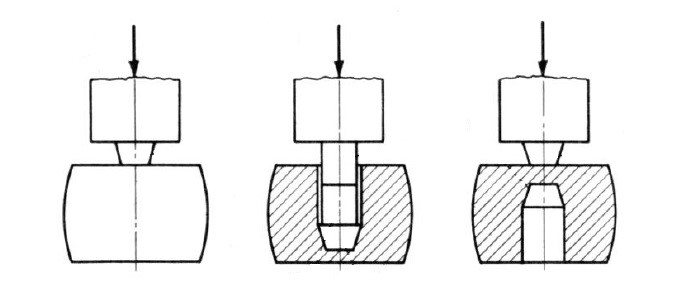
Na którym rysunku przedstawiono elementy połączone za pomocą złącza spawanego przylgowego?
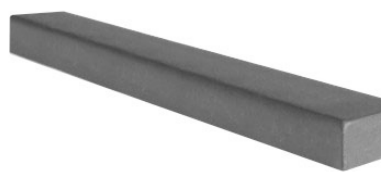
A. Rysunek 1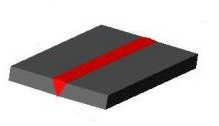
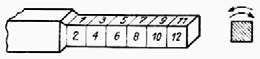
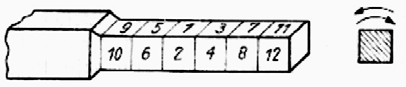
B. Rysunek 3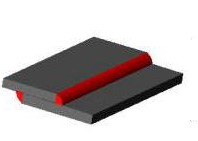
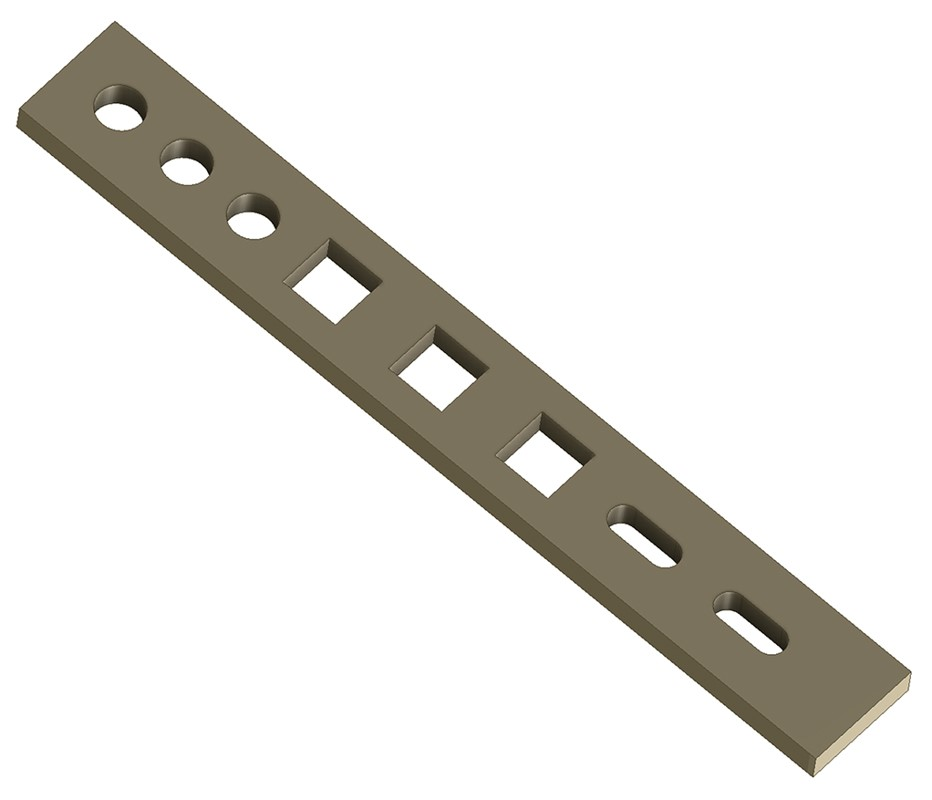
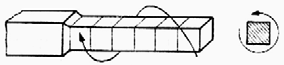
C. Rysunek 2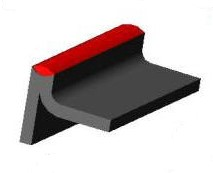
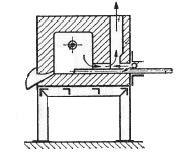
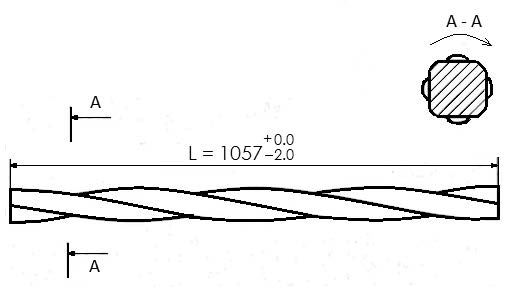
D. Rysunek 4
Analizując wszystkie przedstawione rysunki, łatwo można się pomylić, zwłaszcza gdy nie ma się jeszcze dużego doświadczenia ze złączami spawanymi. Częstym błędem jest utożsamianie każdego prostego złącza z przylgowym, co jednak nie zawsze się zgadza z normami. Na pierwszym rysunku widzimy typowe złącze czołowe z pełnym przetopem – tutaj elementy są ustawione w jednej płaszczyźnie i spawane na styk, co daje dużą wytrzymałość, ale to nie jest połączenie przylgowe. W praktyce takie połączenia spotyka się często w budowie konstrukcji nośnych albo tam, gdzie kluczowa jest ciągłość materiału. Rysunek trzeci ukazuje połączenie zakładkowe, gdzie jedna blacha nachodzi na drugą i spawane są krawędzie – to technika wykorzystywana głównie w blacharstwie samochodowym czy przy cienkich blachach, ale również nie jest to złącze przylgowe, bo nie ma tu styku płaskich powierzchni na całej długości spoiny. Rysunek czwarty pokazuje z kolei spoinę pachwinową na narożu, co jest bardzo popularne np. przy ramowych konstrukcjach stalowych – tutaj jednak nie występuje typowe ustawienie elementów jak w przypadku połączenia przylgowego. Moim zdaniem, najczęstszym powodem pomyłek jest traktowanie każdego złącza o prostej linii spoiny jako przylgowe, a tak naprawdę decyduje tu nie tylko geometria, ale też sposób przygotowania i ustawienia materiałów według norm branżowych. Warto zwracać uwagę na te niuanse – właściwa identyfikacja złącza ma kluczowe znaczenie w doborze technologii spawania oraz ocenie wytrzymałości i szczelności całej konstrukcji. Dobrze jest zapamiętać, że złącze przylgowe to zawsze dwa elementy ustawione jeden na drugim płasko i spawane w miejscu styku tych powierzchni, bez żadnego zakładania czy narożników.