Pytanie 1
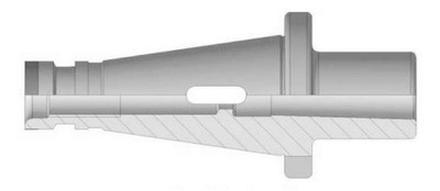
Mechanizmem tokarki przedstawionym na rysunku jest
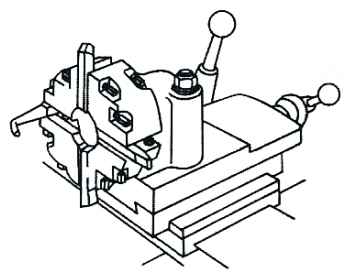
A. imak wielopozycyjny.
B. imak jednopozycyjny wielonożowy.
C. tarcza tokarska modułowa.
D. uchwyt tokarski czteroszczękowy.
Imak wielopozycyjny, przedstawiony na rysunku, jest kluczowym elementem w procesie obróbki skrawaniem na tokarkach. Jego główną funkcją jest umożliwienie zamocowania narzędzi skrawających w różnych pozycjach, co zwiększa efektywność oraz precyzję obróbki. W praktyce, imak wielopozycyjny pozwala na szybkie zmiany narzędzi, co jest niezwykle istotne w przypadku produkcji małoseryjnej, gdzie czas przestoju maszyny musi być minimalizowany. Zastosowanie imaków wielopozycyjnych wpisuje się w standardy i dobre praktyki branżowe, które kładą duży nacisk na optymalizację procesów technologicznych. W wielu zakładach przemysłowych korzysta się z imaków wielopozycyjnych, aby umożliwić obróbkę różnych kształtów i rozmiarów detali, co jest niezbędne w przemyśle motoryzacyjnym i lotniczym. Warto również zauważyć, że imaki te mogą być dostosowywane do specyficznych potrzeb produkcyjnych, co czyni je wszechstronnym narzędziem w warsztacie tokarskim. W związku z tym, odpowiedź wskazująca na imak wielopozycyjny jako poprawną jest zgodna z rzeczywistością techniczną i praktyką przemysłową.