Pytanie 1
Na rysunku przedstawiono sprzęgło
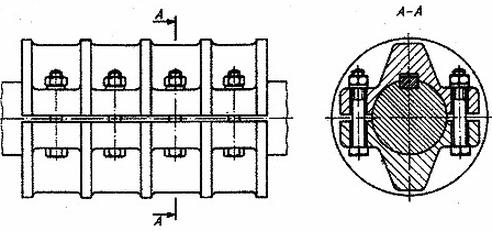
A. łubkowe.
B. tulejowe.
C. kłowe.
D. tarczowe.
Sprzęgło łubkowe, które przedstawiono na rysunku, jest jednym z najbardziej popularnych rozwiązań w mechanice. Charakteryzuje się ono unikalną konstrukcją, która składa się z dwóch głównych części połączonych za pomocą śrub, co zapewnia ich stabilność i wytrzymałość. Tego rodzaju sprzęgła są często stosowane w aplikacjach wymagających przenoszenia dużych momentów obrotowych oraz w sytuacjach, gdzie zachowanie precyzyjnej regulacji jest kluczowe. Przykładem ich zastosowania mogą być maszyny przemysłowe, w których sprzęgło łubkowe umożliwia synchronizację ruchu wałów. Dzięki zastosowaniu odpowiednich materiałów i technologii produkcji, sprzęgła te są w stanie pracować w trudnych warunkach, minimalizując ryzyko ich uszkodzenia. Warto również zauważyć, że sprzęgła łubkowe są zgodne z wieloma normami branżowymi, co sprawia, że są one zaufanym wyborem w przemyśle mechanicznym, energetycznym i w motoryzacji.