Pytanie 1
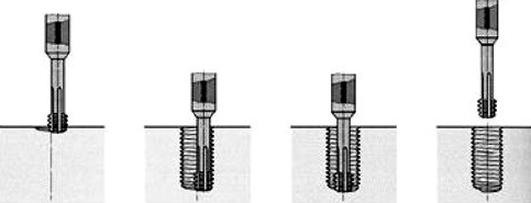
Na rysunku pokazano proces wykonywania gwintów z zastosowaniem
A. toczenia.
B. przeciągania.
C. walcowania.
D. frezowania.
Odpowiedź "frezowania" jest poprawna, ponieważ ten proces obróbczy idealnie nadaje się do wykonywania gwintów. Frezowanie polega na usuwaniu materiału z obrabianego przedmiotu za pomocą narzędzia z wieloma krawędziami skrawającymi. W przypadku gwintów, narzędzia frezarskie są specjalnie zaprojektowane do kształtowania gwintów o określonym profilu, co pozwala na uzyskanie precyzyjnych wymiarów oraz wysokiej jakości powierzchni. Przykładem zastosowania frezowania w produkcji gwintów jest wytwarzanie elementów, takich jak śruby czy nakrętki, które wymagają dużej dokładności. Proces ten jest zgodny z najlepszymi praktykami przemysłowymi, ponieważ zapewnia dużą efektywność oraz możliwość obróbki różnych materiałów, od stali po tworzywa sztuczne. Warto także zauważyć, że frezowanie pozwala na łatwe dostosowywanie parametrów obróbczych, co czyni je elastycznym rozwiązaniem w warsztatach obróbczych.