Pytanie 1
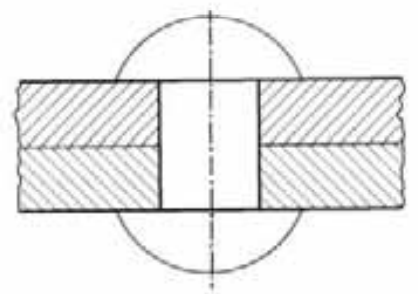
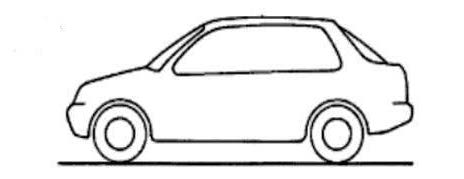
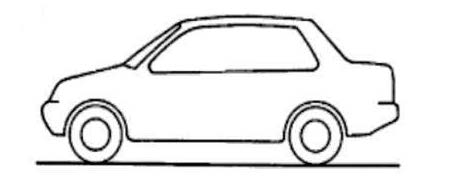
Przedstawione na rysunku uszkodzenie, nazywane potocznie „bananem”,

A. ze względów technicznych i kosztów naprawy nie powinno być naprawiane.
B. naprawiane jest za pomocą wyciągania i prostowania.
C. naprawiane jest poprzez wymianę poszycia zewnętrznego.
D. naprawiane jest poprzez wymianę drzwi i płyty podłogowej.
Uszkodzenie nazywane potocznie „bananem” to poważne zniekształcenie strukturalne samochodu, które obejmuje deformację podłużną pojazdu. Takie uszkodzenie jest na tyle poważne, że często narusza integralność ramy lub struktury nośnej pojazdu. Z punktu widzenia technicznego i ekonomicznego, naprawa tego typu uszkodzenia jest nieopłacalna. Próby naprawy mogą nie przywrócić pełnej sztywności i bezpieczeństwa samochodu. W praktyce, większość warsztatów i ekspertów zaleca wymianę całego pojazdu lub jego głównych elementów nośnych, jeśli uszkodzenie jest zbyt rozległe. Standardy branżowe wskazują na to, że kluczowe jest zapewnienie bezpieczeństwa użytkownika, a pojazd po takim uszkodzeniu może nie spełniać normy crashtestów. Często ubezpieczyciele również decydują, że naprawa jest nieopłacalna i zalecają kasację pojazdu. Warto pamiętać, że w takich sytuacjach naprawa może nie tylko być nieopłacalna, ale także niebezpieczna w użytkowaniu.