Pytanie 1
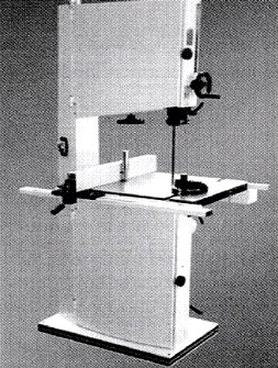
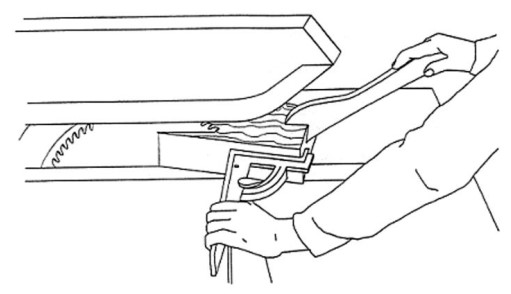
Przedstawione urządzenie stosuje się w

A. tokarce suportowej.
B. strugarce grubościowej.
C. pilarce poprzecznej.
D. frezarce dolnowrzecionowej.
Hmm, wybór pilarki poprzecznej, frezarki dolnowrzecionowej czy strugarki grubościowej to nie do końca dobry kierunek. Pilarka poprzeczna służy głównie do cięcia na długość, więc raczej nie pasuje do tego, co robi tokarka suportowa. A frezarka dolnowrzecionowa, ona jest bardziej do obróbki powierzchni, więc działa całkiem inaczej. Strugarka grubościowa z kolei zajmuje się uzyskiwaniem odpowiedniej grubości materiału przez usuwanie nadmiaru, co też odbiega od funkcji tokarki. Każda z tych maszyn ma swoją specyfikę i nie można ich mylić, bo to prowadzi do błędnych wniosków. Z mojego doświadczenia, warto zrozumieć budowę i działanie tych maszyn, żeby dobrze rozpoznawać ich zastosowania.