Pytanie 1
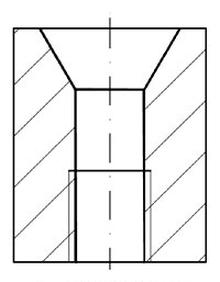
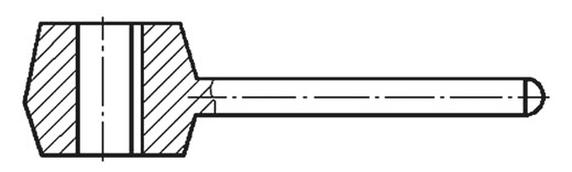
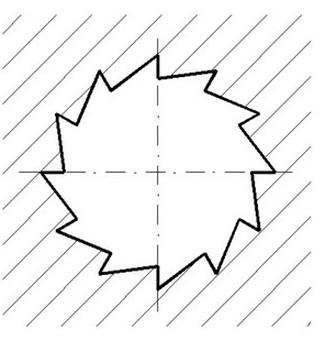
Obróbkę wewnętrznej powierzchni kształtowej przedstawionej na rysunku, należ) wykonać metodą
A. toczenia.
B. honowania.
C. przeciągania.
D. frezowania.
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Metoda przeciągania jest szczególnie odpowiednia do obróbki wewnętrznych powierzchni kształtowych o nieregularnym kształcie. W odróżnieniu od innych technik, takich jak honowanie czy frezowanie, przeciąganie pozwala na osiągnięcie wyższej precyzji wymiarowej oraz lepszej jakości powierzchni. Przykłady zastosowania tej metody można znaleźć w przemyśle motoryzacyjnym, gdzie obrabiane są tuleje cylindrów, a także w produkcji komponentów hydraulicznych. W tych przypadkach kluczowe jest zapewnienie odpowiednich wymiarów oraz gładkości powierzchni, co jest możliwe dzięki precyzyjnej kontroli narzędzi i parametrów obróbczych. Metoda przeciągania opiera się na stosowaniu narzędzi o kształcie dostosowanym do obrabianego elementu, co sprzyja efektywnej obróbce trudnodostępnych miejsc. Zgodnie z dobrymi praktykami branżowymi, należy również zwrócić uwagę na odpowiedni dobór materiału narzędziowego oraz parametry obróbcze, co ma kluczowe znaczenie dla uzyskania pożądanych rezultatów.
Metoda przeciągania jest szczególnie odpowiednia do obróbki wewnętrznych powierzchni kształtowych o nieregularnym kształcie. W odróżnieniu od innych technik, takich jak honowanie czy frezowanie, przeciąganie pozwala na osiągnięcie wyższej precyzji wymiarowej oraz lepszej jakości powierzchni. Przykłady zastosowania tej metody można znaleźć w przemyśle motoryzacyjnym, gdzie obrabiane są tuleje cylindrów, a także w produkcji komponentów hydraulicznych. W tych przypadkach kluczowe jest zapewnienie odpowiednich wymiarów oraz gładkości powierzchni, co jest możliwe dzięki precyzyjnej kontroli narzędzi i parametrów obróbczych. Metoda przeciągania opiera się na stosowaniu narzędzi o kształcie dostosowanym do obrabianego elementu, co sprzyja efektywnej obróbce trudnodostępnych miejsc. Zgodnie z dobrymi praktykami branżowymi, należy również zwrócić uwagę na odpowiedni dobór materiału narzędziowego oraz parametry obróbcze, co ma kluczowe znaczenie dla uzyskania pożądanych rezultatów.