Pytanie 1
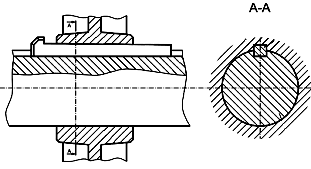
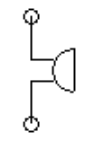
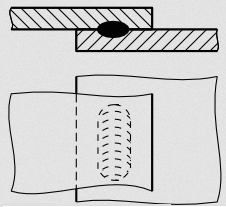
Który rodzaj połączenia zgrzewanego przedstawiono na rysunku?
A. Liniowe.
B. Garbowe.
C. Czołowe.
D. Punktowe.
Analizując ten przypadek, można łatwo zauważyć, że rozróżnienie typów zgrzewów bywa mylące, zwłaszcza bez praktycznego obycia z rysunkami technologicznymi. Czołowe zgrzewanie kojarzy się z łączeniem dwóch elementów na ich końcach, praktycznie 'na styk', co stosuje się raczej do prętów czy drutów, a nie blach – w tym przypadku takie połączenie nie miałoby sensu. Zgrzewanie garbowe natomiast charakteryzuje się obecnością specjalnych wypukłości (garbów) na jednej z łączonych powierzchni, które koncentrują prąd i ciepło w ściśle określonych punktach. Efektem są wyraźnie widoczne punkty zgrzewu, a nie wydłużona spoina. Z kolei zgrzewanie punktowe to najbardziej klasyczny sposób łączenia blach przez pojedyncze, okrągłe punkty – co sprawdza się przy montażu konstrukcji, gdzie nie wymaga się pełnej szczelności i długiej linii spoiny. Niestety, łatwo tu pomylić zgrzew punktowy z liniowym, ale kluczową różnicą jest właśnie kształt i rozkład połączenia: w zgrzewie liniowym elektrody przesuwają się, tworząc całą linię zgrzein, a nie tylko pojedynczy ślad. W praktyce błędne przypisanie typu zgrzewu może prowadzić do nieodpowiedniego doboru parametrów technologicznych, a tym samym do nieprawidłowej jakości połączenia. Warto więc nauczyć się rozpoznawać te detale, bo mają one realne znaczenie dla trwałości i funkcjonalności gotowego wyrobu.