Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 21/40 punktów (52,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W celu uruchomienia programu w sterowniku PLC należy wykonać czynności zapisane w ramce. Którą czynność należy wykonać jako 5?
| 1) Utworzyć projekt w oprogramowaniu narzędziowym. |
| 2) Wprowadzić ustawienia sterownika. |
| 3) Napisać program użytkownika. |
| 4) Nawiązać komunikację ze sterownikiem. |
| 5) ............................................ |
| 6) Przełączyć sterownik w tryb RUN. |
Jaką z podanych zależności logicznych należy uwzględnić w programie kontrolnym, aby można było każdorazowo sygnalizować aktywność tylko jednego z trzech czujników podłączonych do kolejnych wejść sterownika?
Jaką rozdzielczość ma przetwornik A/C o 10-bitowej głębokości w sterowniku PLC, gdy zakres pomiarowy wynosi 0÷10 V?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby na rysunku oznaczyć promień łuku, należy zastosować literę
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Konwersja programu napisanego w języku LD na kod maszynowy, który jest zrozumiały dla jednostki centralnej PLC, odbywa się w środowisku narzędziowym PLC przy użyciu polecenia
Gdzie można znaleźć informacje na temat wymagań oraz częstotliwości realizacji prac konserwacyjnych dla konkretnego urządzenia mechatronicznego?
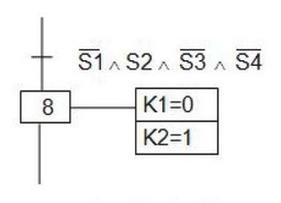
Na podstawie fragmentu algorytmu przedstawionego za pomocą sieci GRAFCET określ, jaki warunek musi być spełniony, aby został wykonany krok 8.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakim napięciem powinien być zasilany cyfrowy mikroprocesorowy regulator DCRK 12 przeznaczony do kompensacji współczynnikamocy w układach napędów elektrycznych, o danych znamionowychzamieszczonych w tabeli?
| Ilość stopni regulacji | 12 |
| Regulacja współczynnika mocy | 0,8 ind. – 0,8 pojem. |
| Napięcie zasilania i kontroli Ue | 380...415V, 50/60Hz |
| Roboczy zakres działania Ue | - 15% ... +10% Ue |
| Wejście pomiarowe prądu | 5 A |
| Typ pomiaru napięcia i prądu | RMS |
| Ilość wyjść przekaźnikowych | 12 |
| Maksymalny prąd załączenia | 12 A |
Który z literowych symboli zastosowanych w programie do sterowania, według normy IEC 61131, reprezentuje fizyczne wyjście kontrolera PLC?
Jakiej z wymienionych funkcji nie realizuje system SCADA?
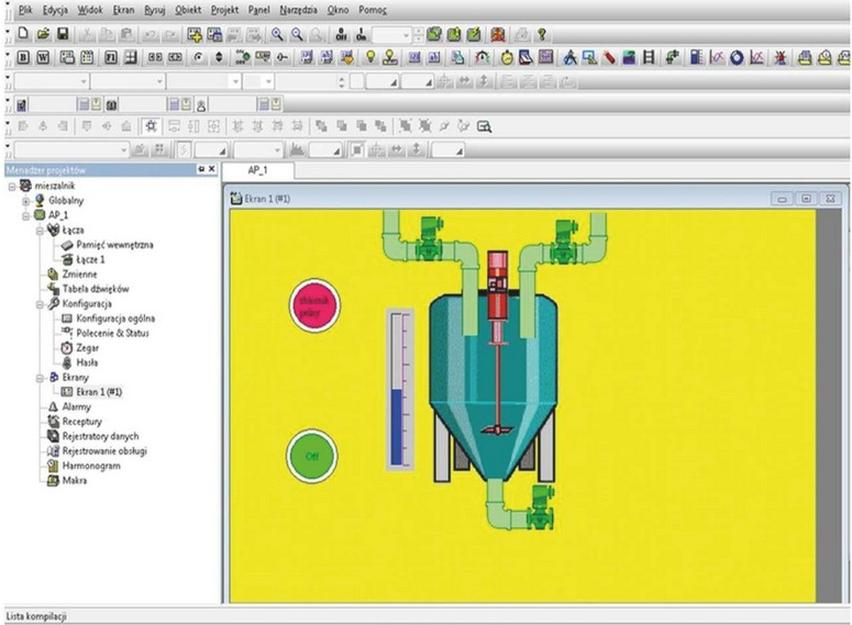
Jakie jest przeznaczenie programu, którego zrzut ekranowy przedstawiono na rysunku?
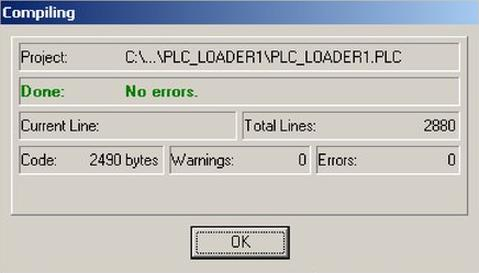
Przedstawione na rysunku okno dialogowe oprogramowania sterownika PLC wyświetlane jest podczas
Aby zmierzyć wartość napięcia zmiennego, pokrętło multimetru powinno być ustawione na pozycję oznaczoną
Który warunek zagwarantuje przejście z kroku k do kroku k+1?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie musi być ciśnienie powietrza, aby siłownik o przekroju cylindra 312,5 mm2 i efektywności 80% wytworzył siłę nacisku równą 100 N?
Jakim akronimem opisuje się systemy wspomagania komputerowego w procesie produkcji?
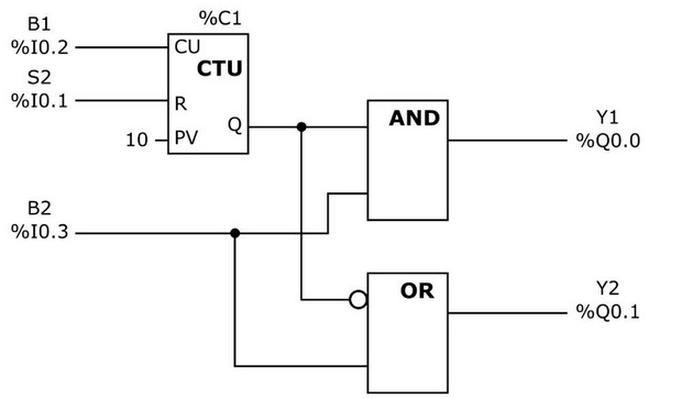
Które z wymienionych zdarzeń może wydarzyć się w układzie ze sterownikiem PLC, jeżeli wykonuje on przedstawiony program?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
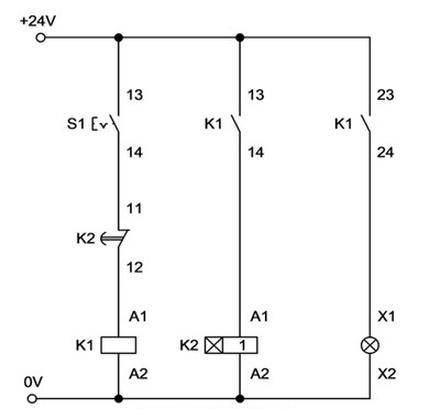
W układzie, którego schemat przestawiony został na rysunku, po wciśnięciu przycisku S1 lampka świeci światłem ciągłym. Wynika z tego, że najprawdopodobniej uszkodzony jest
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W jakim trybie operacyjnym sterownik PLC wykonuje wszystkie etapy cyklu pracy?
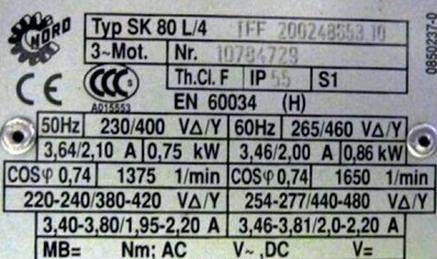
W jaki sposób, w zależności od wartości napięcia międzyfazowego sieci U i częstotliwości f, należy skojarzyć uzwojenie silnika przed podłączeniem go do sieci trójfazowej?
Aby zweryfikować, czy w uzwojeniu cewki nie wystąpiła przerwa, należy przeprowadzić pomiar
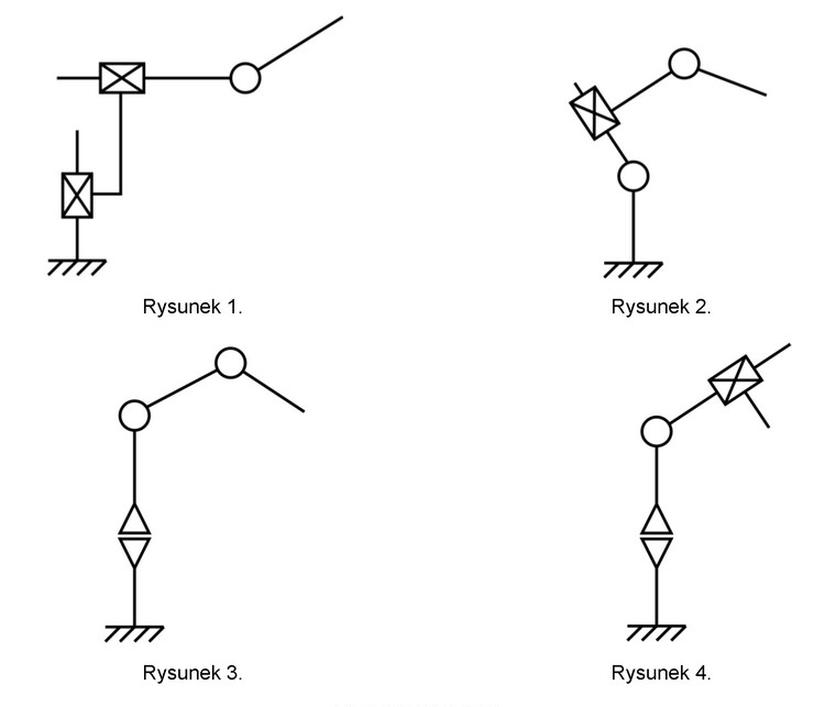
Prawidłowo strukturę kinematyczną PPO (TTR) urządzenia manipulacyjnego przedstawiono na
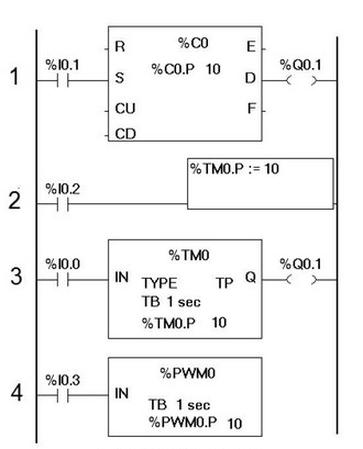
W układzie sterowania realizowanym za pomocą sterownika PLC sygnał z wyjścia Q0.1 sterownika podawany jest na cewkę stycznika. Za pomocą której linii programu zapisanego w języku LD realizowane jest załączanie stycznika na 10 sekund po podaniu 1 logicznej na 10.0?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na którym schemacie pokazane jest poprawne podłączenie trójprzewodowego czujnika z wyjściem analogowym prądowym 0÷20 mA do sterownika, jeśli sterownik posiada wejście analogowe napięciowe 0÷10V?

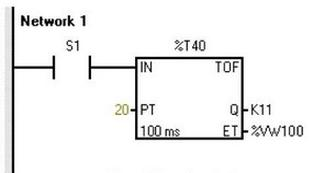
Którą zmianę należy wprowadzić w programie przedstawionym na rysunku, aby po wciśnięciu przycisku normalnie otwartego S1 wyjście Q timera zostało aktywowane i deaktywowane 20 sekund po zwolnieniu przycisku S1?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.