Pytanie 1
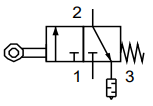
Którą końcówkę wkrętaka przedstawiono na rysunku?

A. Torq-Set.
B. Tri-Wing.
C. Pozidriv.
D. Torx.
Końcówka przedstawiona na rysunku to typ Torx, bardzo charakterystyczna przez swój kształt przypominający gwiazdkę z sześcioma ramionami. Takie zakończenie bitów zostało opracowane głównie z myślą o zwiększeniu przenoszenia momentu obrotowego i minimalizacji ryzyka ześlizgnięcia się narzędzia z łba śruby. W praktyce, mocowania Torx są powszechnie wykorzystywane w motoryzacji, przemyśle elektronicznym, sprzęcie komputerowym i wszędzie tam, gdzie liczy się pewność połączenia i odporność na zniszczenie. Z mojego doświadczenia wynika, że śruby Torx są o wiele mniej podatne na wyrobienie gniazda niż tradycyjne Phillipsy czy Pozidrivy – można spokojnie dłużej pracować bez obawy o „obkręcenie” łba. W branży automotive praktycznie nie da się obejść bez zestawu bitów Torx. Warto wiedzieć, że zgodnie z normą ISO 10664, takie końcówki mają oznaczenia literą „T” i numerem, np. T15 czy T20. To nie jest tylko kwestia wygody – w wielu serwisach wymagane jest używanie specjalistycznych narzędzi, żeby zachować gwarancje i nie uszkodzić mocowań. Moim zdaniem, warto poznać ten system, bo coraz częściej spotykamy Torx nie tylko w autach, ale i w domowych urządzeniach AGD.