Pytanie 1
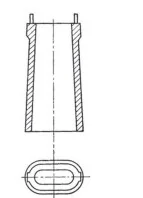
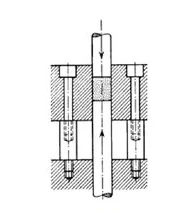
Jak nazywana jest wada odkuwki matrycowej przedstawiona na rysunku?
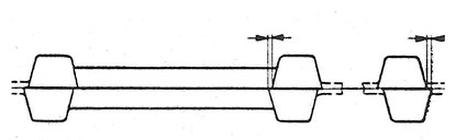
A. Podłam.
B. Przesadzenie.
C. Niedokucie.
D. Mimośrodowość.
Wybór odpowiedzi związanych z mimośrodowością, niedokuciem oraz podłamem wskazuje na pewne nieporozumienia związane z klasyfikacją wad odkuwek. Mimośrodowość to sytuacja, gdy oś odkuwki jest przesunięta względem osi matrycy, co prowadzi do obrotowych błędów w geometrii produktu. Zdefiniowanie takiej wady wymaga dokładnego zrozumienia geometrii procesu odkuwania oraz wpływu na późniejsze operacje montażowe. Niedokucie oznacza usunięcie materiału z części odkuwki, co może wynikać z nieprawidłowego ustawienia matrycy lub nieodpowiednich parametrów procesu, co jest istotne w kontekście jakości i wytrzymałości materiału. Podłam z kolei to pęknięcie materiału, które może wystąpić w wyniku nadmiernych obciążeń lub niewłaściwego procesu chłodzenia, co negatywnie wpływa na integralność strukturalną produktu. W każdym z tych przypadków, istnieje ryzyko, że błędna interpretacja może prowadzić do poważnych konsekwencji w jakości finalnego wyrobu. Zrozumienie i identyfikacja tych wad są kluczowe dla inżynierów projektujących elementy konstrukcyjne, ponieważ ich obecność może wpływać na bezpieczeństwo i funkcjonalność produktów w różnych dziedzinach przemysłu.