Pytanie 1
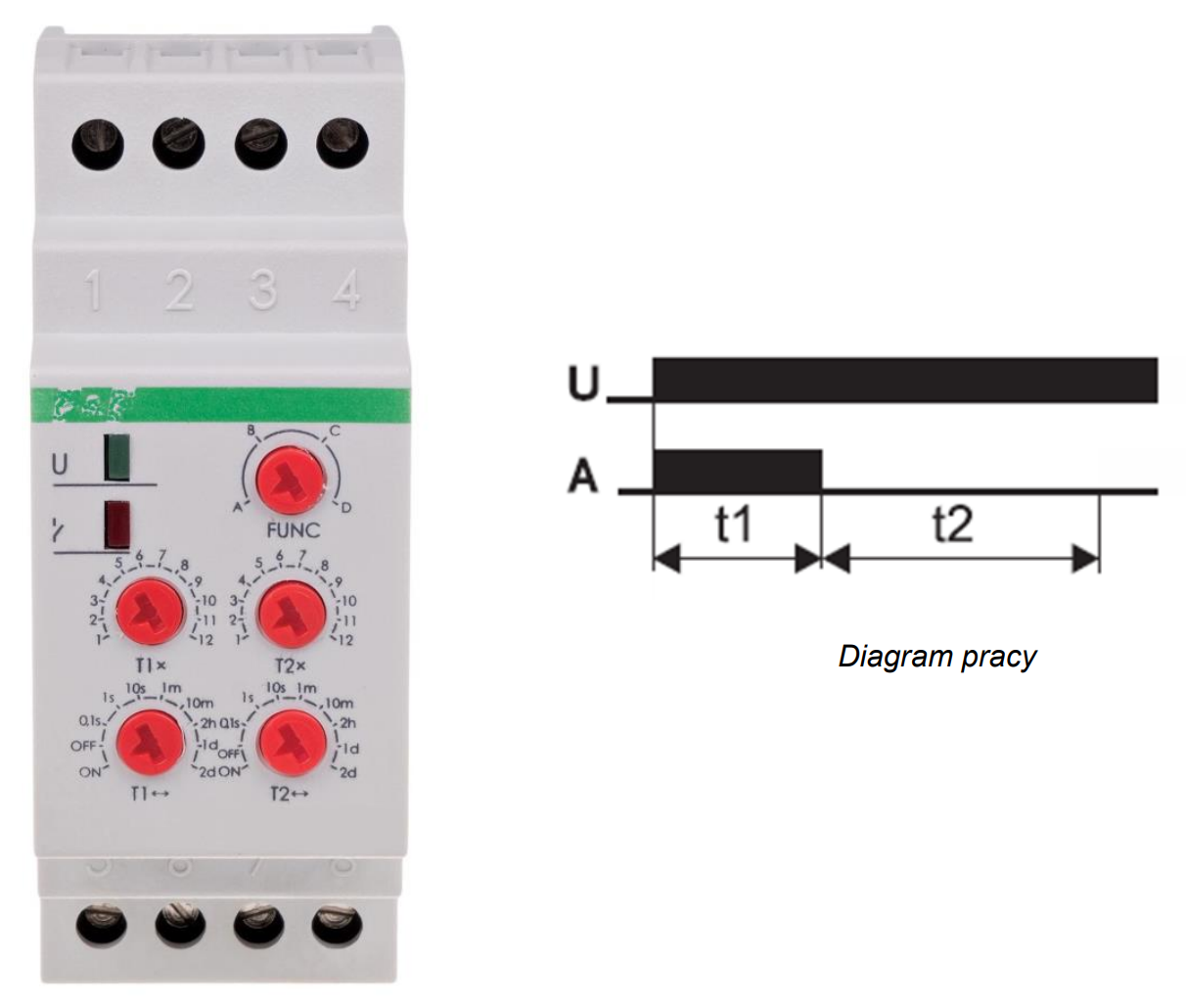
Przekaźnik czasowy z nastawą dwóch czasów realizuje funkcję A ustawioną potencjometrem konfiguracyjnym FUNC, której odpowiada diagram pracy przedstawiony na rysunku. Oznacza to realizację przez przekaźnik funkcji
A. opóźnionego załączenia.
B. opóźnionego wyłączenia.
C. opóźnionego załączania cyklicznego.
D. opóźnionego wyłączania cyklicznego.
Odpowiedź dotycząca funkcji opóźnionego wyłączenia jest poprawna, ponieważ przekaźnik czasowy, według opisanego diagramu pracy, po podaniu napięcia U, aktywuje się i pozostaje w stanie włączonym (stan A) przez czas t1. Następnie, po tym czasie, następuje wyłączenie przekaźnika na czas t2. Ważne jest zrozumienie, że cykl ten nie powtarza się, co jednoznacznie wskazuje na charakterystykę funkcji opóźnionego wyłączenia. Jest to kluczowa funkcjonalność w systemach automatyki, gdyż pozwala na kontrolowanie urządzeń w sposób, który minimalizuje zużycie energii oraz zapewnia bezpieczeństwo. Tego typu przekaźniki często znajdują zastosowanie w instalacjach oświetleniowych, systemach wentylacyjnych czy w automatyce domowej, gdzie wymagane jest opóźnienie w wyłączeniu urządzenia, co może chronić przed przypadkowymi uszkodzeniami. W praktyce, nastawy czasów t1 i t2 pozwalają na precyzyjne dostosowanie działania urządzenia do potrzeb użytkowników, zgodnie z zasadami efektywności energetycznej i ergonomii.