Pytanie 1
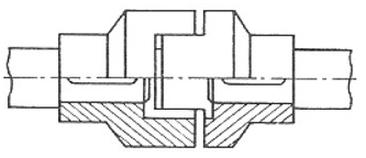
Urządzenie pokazane na rysunku służy do

A. pomiaru bicia wzdłużnego i poprzecznego łożyska tocznego.
B. nagrzewania indukcyjnego pierścienia wewnętrznego w trakcie montażu łożyska tocznego.
C. pomiaru szumu łożyska tocznego.
D. oczyszczenia bieżni łożyska tocznego.
Urządzenie przedstawione na rysunku to nagrzewnica indukcyjna, która jest niezwykle ważnym narzędziem w procesie montażu łożysk tocznych. Nagrzewanie indukcyjne pierścieni wewnętrznych łożysk tocznych umożliwia ich łatwiejsze zakładanie na wały, co jest kluczowe dla zapewnienia właściwego działania mechanizmu. W praktyce polega to na generowaniu ciepła poprzez indukcję magnetyczną, co prowadzi do rozszerzenia materiału, ułatwiając jego montaż. Takie podejście eliminuje konieczność stosowania innych metod nagrzewania, które mogą prowadzić do nierównomiernego rozkładu temperatury lub uszkodzenia delikatnych elementów. W branży inżynieryjnej i produkcyjnej, zgodnie z normami ISO 9001, efektywność procesów montażowych jest kluczowa dla zapewnienia wysokiej jakości produktów. Stosowanie nagrzewnic indukcyjnych przyczynia się do skrócenia czasu przestoju maszyn, poprawy precyzji montażu oraz zwiększenia żywotności łożysk poprzez zminimalizowanie ryzyka ich uszkodzenia podczas instalacji.