Pytanie 1
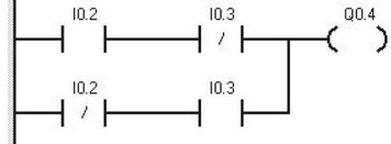
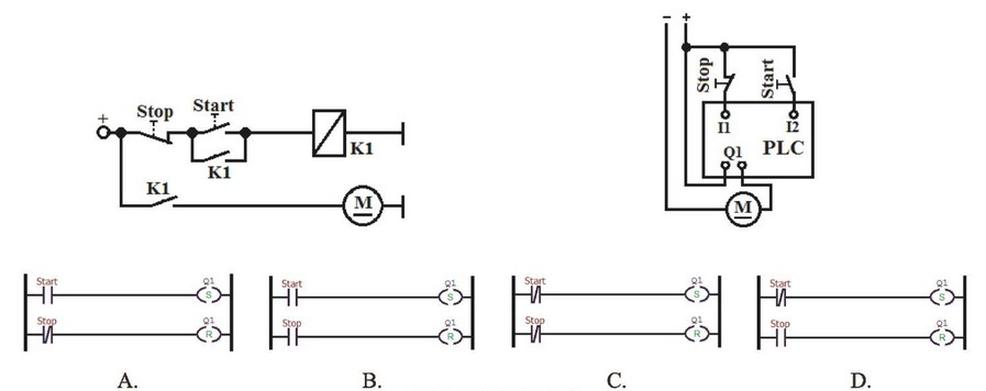
Jaka będzie reakcja wyjścia Q1 sterownika, realizującego program przedstawiony na schemacie, przy sygnałach wejściowych I1 = 12 = 1?

A. Pojawi się 1 logiczna bez względu na stan poprzedni.
B. Pojawi się 0 logiczne bez względu na stan poprzedni.
C. Utrzyma się stan poprzedni.
D. Stan zmieni się na przeciwny.
Poprawność odpowiedzi o tym, że wyjście Q1 przerzutnika RS przy sygnałach wejściowych I1 = 1 i I2 = 0 wynosi 0 logiczne, wynika z zasad działania układów cyfrowych opartych na bramkach logicznych, a w szczególności przerzutników RS. W sytuacji, gdy na wejściu SET podawany jest sygnał niski (0), a na wejściu RESET nie ma sygnału (lub również jest on 0), wyjście Q1 nie zostaje aktywowane. Przerzutnik RS zbudowany na bramkach NOR działa w ten sposób, że generuje stan wyjścia 0, gdy oba wejścia są aktywne lub gdy jedno z nich jest w stanie wysokim. W praktyce, takie przerzutniki są powszechnie wykorzystywane w systemach pamięciowych oraz w aplikacjach wymagających stabilizacji sygnałów, na przykład w automatyce przemysłowej. Przy stosowaniu dobrych praktyk w projektowaniu układów cyfrowych, zrozumienie działania przerzutników oraz ich właściwych zastosowań jest kluczowe dla efektywności i niezawodności systemów. Wnioskując, odpowiedź wskazująca na 0 logiczne jako stan wyjścia jest zgodna z teoretycznymi podstawami oraz rzeczywistymi zastosowaniami w inżynierii elektronicznej.