Pytanie 1
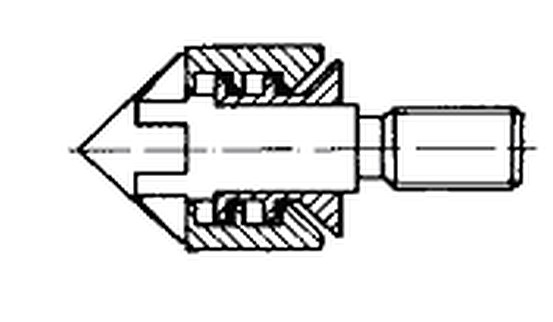
Częścią której z maszyn jest głowica krzyżowa?
A. Zgrzewarki.
B. Termoformierki.
C. Wytłaczarki.
D. Napylarki.
Głowica krzyżowa to bardzo charakterystyczny element występujący właśnie w wytłaczarkach, szczególnie tych przeznaczonych do produkcji rur, kabli czy profili o przekroju kołowym. Jej zadaniem jest umożliwienie równomiernego rozprowadzenia uplastycznionego tworzywa wokół wkładanej w środek głowicy tulei (albo rdzenia), dzięki czemu uzyskujemy na przykład rurę o odpowiedniej grubości ścianek. Jednym z praktycznych zastosowań głowicy krzyżowej jest produkcja kabli energetycznych, gdzie materiał izolacyjny musi dokładnie otaczać przewód – tu bez takiej głowicy by się nie obyło, bo pozwala ona na centralne prowadzenie drutu i precyzyjne dawkowanie otoczki. Z mojego doświadczenia wynika, że jakość wykonania głowicy krzyżowej ma ogromny wpływ na ostateczny wygląd oraz parametry wyrobu. W branży zwraca się uwagę na odpowiednie smarowanie, czyszczenie i kontrolę szczelności tej sekcji, bo to właśnie tutaj mogą powstać wady, jak np. nierównomierna grubość ścianki. No i taka ciekawostka – głowice krzyżowe są często projektowane indywidualnie do danego wyrobu, żeby spełnić wymagania norm np. PN-EN 61386 dotyczących rur elektroinstalacyjnych. Warto też pamiętać, że w starszych zakładach spotkasz czasem samodzielnie regenerowane głowice, co świadczy o ich centralnej roli w procesie wytłaczania. Bez niej, wytłaczarka byłaby po prostu niekompletna.