Pytanie 1
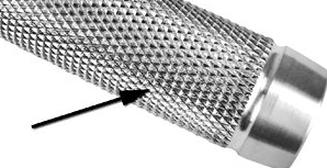
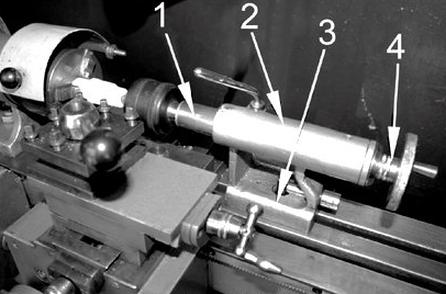
Na ilustracji przedstawiono narzędzie stosowane w procesie

A. gwintowania.
B. pogłębiania.
C. wiercenia.
D. rozwiercania.
Narzynka, przedstawiona na ilustracji, jest narzędziem używanym w procesie gwintowania, które polega na wycinaniu gwintów na zewnętrznych powierzchniach cylindrycznych. Gwintowanie jest kluczowym procesem w mechanice precyzyjnej, wykorzystywanym do tworzenia połączeń śrubowych, które są niezbędne w budowie maszyn oraz różnorodnych konstrukcji. Narzynki, ze względu na swoją konstrukcję, umożliwiają precyzyjne i efektywne wycinanie gwintów, co jest szczególnie istotne w przemyśle motoryzacyjnym oraz lotniczym, gdzie tolerancje wymiarowe są niezwykle rygorystyczne. W procesie gwintowania narzynka obraca się wokół osi materiału, a ostrza narzędzia wycinają gwint, zapewniając odpowiednią jakość oraz kształt. Warto również dodać, że stosowanie narzynek zgodnie z zaleceniami producentów oraz praktykami branżowymi, takimi jak odpowiednia prędkość obrotowa i stosowanie smarów, pozwala na wydłużenie żywotności narzędzi oraz uzyskanie lepszych rezultatów końcowych.