Pytanie 1
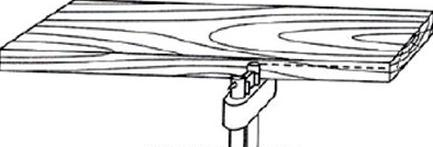
Pokazane na rysunku gniazdo należy wykonać przy użyciu
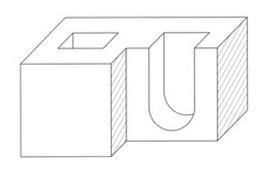
A. frezarki górno-wrzecionowej.
B. dłutarki łańcuszkowej.
C. wiertarki pionowej.
D. wiertarko-frezarki.
Wybór wiertarki pionowej do robienia gniazda to nie jest najlepszy pomysł, bo to narzędzie nie jest za bardzo przystosowane do precyzyjnego wycinania wąskich i głębokich rowków, które są potrzebne do tego gniazda. Wiertarka pionowa może wiercić otwory, ale nie ma odpowiedniej konstrukcji ani narzędzi do obróbki drewna, gdzie precyzja i kontrola głębokości są kluczowe. Z kolei wiertarko-frezarka łączy funkcje obu narzędzi, ale też nie daje takiej precyzji w wąskich przestrzeniach jak dłutarka łańcuszkowa. Frezarka górno-wrzecionowa, chociaż używa się jej w obróbce drewna, też nie jest najlepszym wyborem do gniazd, gdzie istotna jest precyzyjna kontrola kształtu i głębokości cięcia. Często ludzie mylą te narzędzia z tymi do innych rodzajów obróbki, co prowadzi do złych wyborów. Dlatego tak ważne jest, żeby dobrze dobierać narzędzia do konkretnych zadań, to naprawdę wpływa na jakość końcowego produktu i efektywność pracy.