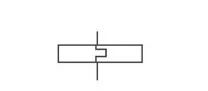
Pytanie 1
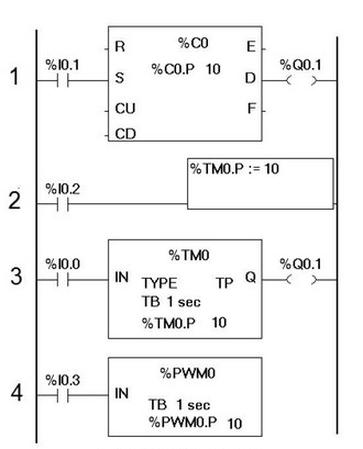
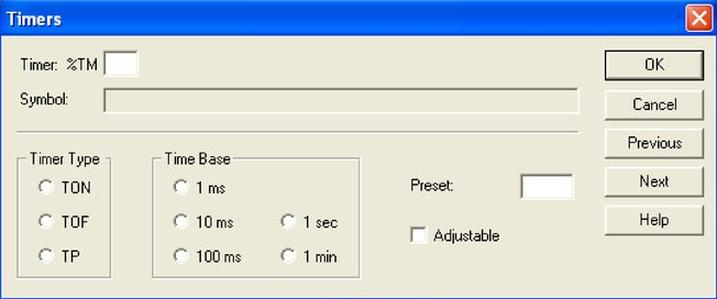
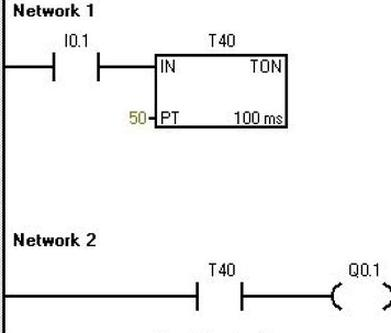
W przedstawionym programie załączenie Q0.1 jest opóźnione w stosunku do sygnału załączającego wejście I0.1 o 5 s. Jaką wartość należy ustawić na wejściu PT układu czasowego, aby opóźnienie to wzrosło do 15 minut?
A. 9000
B. 150
C. 1500
D. 6000
Odpowiedź 9000 jest jak najbardziej na miejscu, bo 15 minut to rzeczywiście 900 sekund. W programowaniu PLC zazwyczaj liczymy czasy w sekundy, a nie w milisekundach. Więc żeby uzyskać opóźnienie 15 minut, trzeba ustawić PT na 9000 milisekund. To super ważne w automatyce, bo dokładne czasy mają duże znaczenie dla działania urządzeń. Im lepiej ustawimy parametry czasowe w programie, tym bezpieczniej i efektywniej będzie działać cały proces. Pamiętaj, żeby zawsze przeliczać jednostki, szczególnie w systemach, gdzie czas jest kluczowy. To zrozumienie pomoże też w stosowaniu standardów, jak IEC 61131-3, które określają programowanie w automatyce przemysłowej.