Pytanie 1
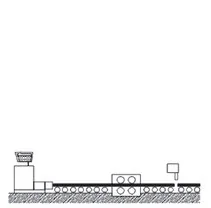
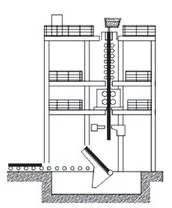
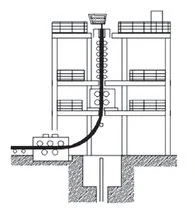
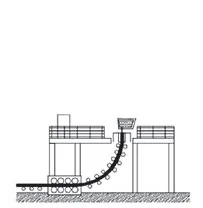
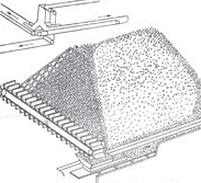
Jakie procesy zachodzą w materiałach wsadowych gromadzonych w hutach żelaza na hałdach obsługiwanych za pomocą urządzeń przedstawionych na rysunku?
A. Wytwarzanie mieszanki spiekalniczej.
B. Rozdrabnianie kamienia wapiennego.
C. Kruszenie i przesiewanie rud.
D. Uśrednianie i sezonowanie rud.
Uśrednianie i sezonowanie rud to naprawdę ważne procesy w hutnictwie. Mieszając różne partie rudy, można uzyskać surowiec o jednorodnej jakości, co potem bardzo pomaga w dalszej obróbce stali. Bez tego, produkcja mogłaby być mniej wydajna. A sezonowanie? To fajne, bo polega na przechowywaniu rud w odpowiednich warunkach, co pozwala na usunięcie nadmiaru wilgoci i wyrównanie składu chemicznego. W hutach często sprawdzają wilgotność i mieszają materiały, żeby wszystko było na tip-top. Moim zdaniem, to bardzo dobra praktyka wspierająca jakość produkcji, a normy branżowe tylko to potwierdzają.