Pytanie 1
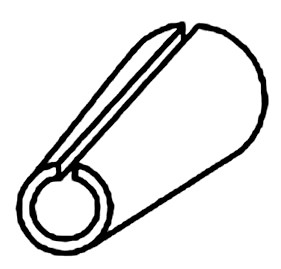
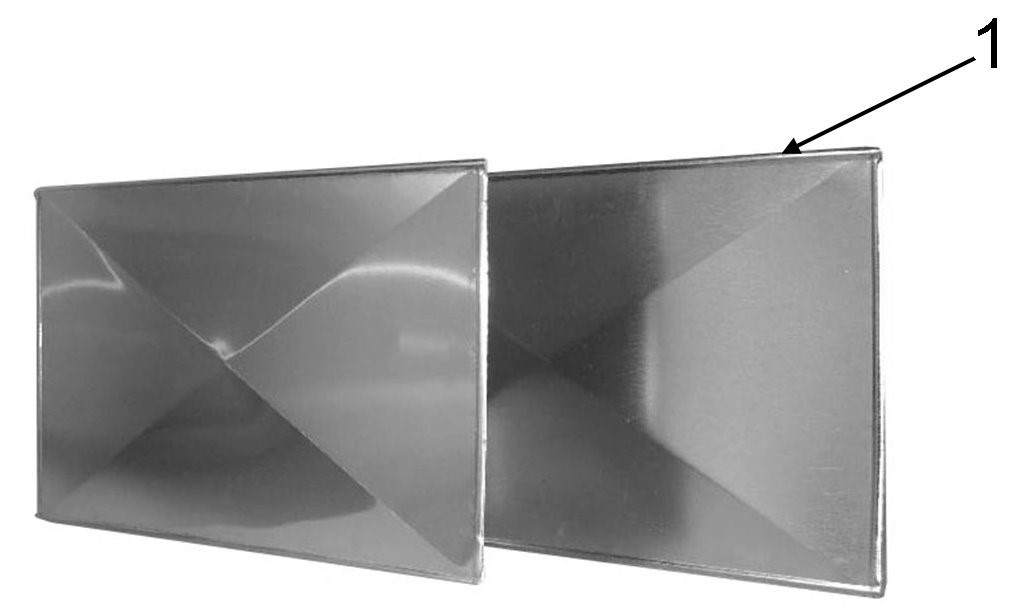
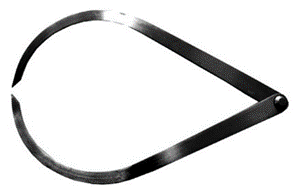
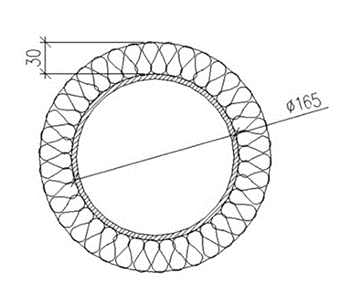
Na rysunku przedstawiony został płaszcz ochronny wykonany z blachy nierdzewnej w postaci

A. kaptura.
B. króćca.
C. kołpaka.
D. zwężki.
Na zdjęciu widać klasyczny króciec, czyli element instalacji, który wykonuje się najczęściej właśnie z blachy nierdzewnej, zwłaszcza tam, gdzie liczy się odporność na korozję, wytrzymałość mechaniczna oraz łatwość utrzymania czystości. Króćce stosuje się do wprowadzania lub wyprowadzania mediów w różnego rodzaju zbiornikach, rurociągach czy przewodach wentylacyjnych. Dzięki temu, że mają one wyprofilowany kształt, łatwo je dospawać do ścianek urządzeń czy przewodów. Króciec może mieć różne przekroje, dostosowane do konkretnej funkcji i wymagań instalacji – na przykład pod przyłącza czujników, zasuw, zaworów albo po prostu do podłączenia kolejnych odcinków rur. Często spotyka się je także w instalacjach HVAC, gdzie pełnią rolę przyłączy do kanałów wentylacyjnych lub odciągów. Moim zdaniem nierdzewna blacha to absolutna podstawa w miejscach, gdzie zachodzi kontakt z wodą czy agresywnymi mediami – i właśnie z tego powodu króćce z tego materiału są tak powszechne. Warto podkreślić, że zgodnie z normami branżowymi (np. PN-EN 1092 czy PN-EN ISO 1127), dobór materiału oraz wykonanie króćców powinno uwzględniać zarówno warunki pracy, jak i bezpieczeństwo użytkowania. Dobrze zaprojektowany i wykonany króciec to gwarancja szczelności i trwałości całej instalacji – a to kluczowe w praktyce technicznej.