Pytanie 1
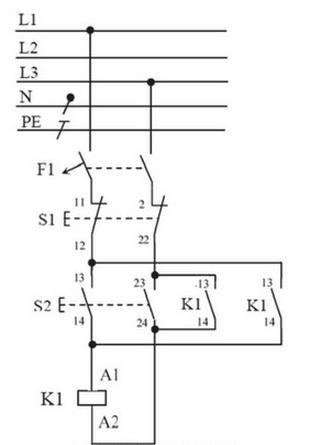
Symbolem graficznym przedstawionym na rysunku oznaczany jest łącznik krańcowy ze stykiem
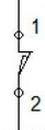
A. NO, w stanie wysterowanym.
B. NC, w stanie niewysterowanym.
C. NC, w stanie wysterowanym.
D. NO, w stanie niewysterowanym.
Odpowiedź "NC, w stanie niewysterowanym" jest jak najbardziej ok. Symbol pokazuje łącznik krańcowy, który kiedy nie jest wysterowany, jest zamknięty, więc prąd normalnie przechodzi. W praktyce łączniki krańcowe z zamkniętym stykiem są naprawdę popularne w automatyce i w różnych systemach, szczególnie tam, gdzie chodzi o bezpieczeństwo, jak na przykład w wyłącznikach awaryjnych czy systemach alarmowych. Gdy urządzenie jest w spoczynku, zamknięty styk pozwala na ciągłe monitorowanie obwodu, co ma duże znaczenie, jak alarmy działają. Zresztą według norm IEC 60947, te łączniki powinny być montowane tak, żeby zmniejszyć ryzyko fałszywych alarmów i zapewnić bezpieczeństwo. Dobrze też znać różnice między NC a NO, bo to ułatwia wybór odpowiednich elementów w naszych projektach. Myślę, że im więcej się o tym dowiesz, tym lepiej będziesz radził sobie w automatyce.