Pytanie 1
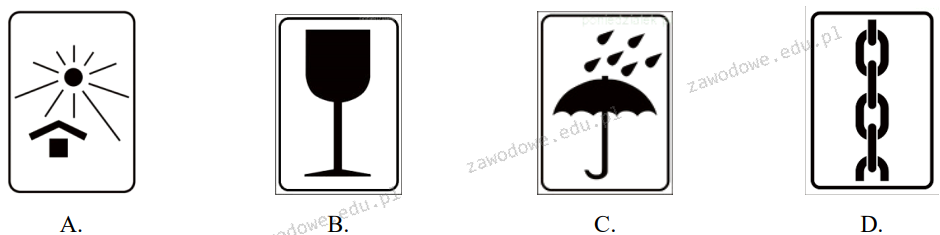
Który znak umieszczony na opakowaniu informuje, że jest ono biodegradowalne?
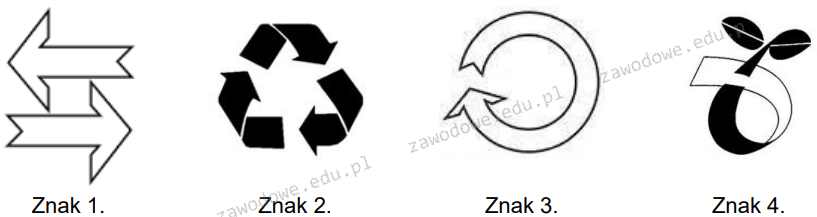
A. Znak 2.
B. Znak 4.
C. Znak 3.
D. Znak 1.
Znak 4, czyli symbol "Tidyman" z liściem, jest uznawany za międzynarodowy znak wskazujący na biodegradowalność opakowań. Oznacza on, że produkt może być rozkładany przez mikroorganizmy, co przyczynia się do zmniejszenia odpadów i ochrony środowiska. W praktyce, wybierając produkty z tym symbolem, wspieramy ideę zrównoważonego rozwoju oraz minimalizujemy negatywny wpływ na naturę. Warto zauważyć, że znaki te są stosowane w wielu krajach na całym świecie, co ułatwia konsumentom podejmowanie świadomych decyzji zakupowych. Oznaczenie biodegradowalności jest również zgodne z rosnącymi wymaganiami regulacyjnymi w zakresie ochrony środowiska, co czyni je istotnym elementem strategii CSR (Corporate Social Responsibility) wielu firm. Przykładem mogą być producentów, którzy wprowadzają opakowania biodegradowalne, aby zmniejszyć swój ślad ekologiczny, co jest pozytywnie odbierane przez konsumentów. Dbanie o środowisko poprzez wybór biodegradowalnych produktów staje się coraz bardziej popularne, co motywuje przedsiębiorstwa do wprowadzania innowacji w zakresie zrównoważonego rozwoju.