Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 18/40 punktów (45,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Średnica prętów walcowanych na gorąco powinna zgodnie z dokumentacją wynosić \( \phi 30_{-0,3}^{+0,2} \). Która średnica pręta nie spełnia tego warunku?
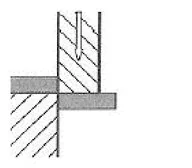
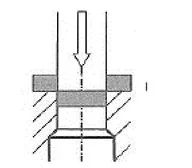
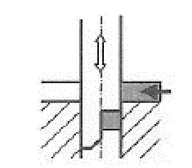
Zilustrowana na przedstawionym rysunku wada wyrobu tłoczonego to

Określ na podstawie tabeli, która z wymienionych atmosfer ochronnych powinna być zastosowana w produkcji spieków z proszków tantalu.
| Tabela atmosfer ochronnych wykorzystywanych do spiekania wyrobów | |||||
|---|---|---|---|---|---|
| Materiał proszku | Atmosfera ochronna | ||||
| Azot | Wodór | Argon | Hel | Próżnia | |
| Stopy aluminium | x | x | x | ||
| Mosiądz | x | ||||
| Stale nierdzewne | x | x | |||
| Węgliki spiekane | x | x | x | x | |
| Tytan, niob, tantal | x | x | |||
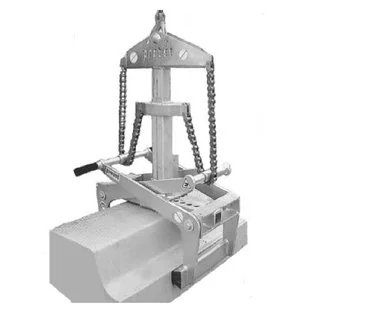
Który typ walcarki przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które z poniższych urządzeń nadaje się najlepiej do precyzyjnego i bezstratnego pocięcia arkusza blachy stalowej o wymiarach 1500 x 1000 mm i grubości 1,5 mm na pasy o szerokości 200 mm?
Odczytaj z tabeli do jakiej minimalnej temperatury należy nagrzać stal 50S2 przed hartowaniem.
| Znak stali | Temperatura hartowania, °C | Temperatura odpuszczania, °C |
|---|---|---|
| SK5, SW12, SW7M | 1180÷1200 | 550÷560 |
| 60SGH, 50HS, 50HF | 840÷860 | 470÷480 |
| 70,75,80, 85 | 820÷840 | 470÷480 |
| 50S2, 55S2, 60S2 | 860÷880 | 450÷460 |
| N7E, N5, N6, N7 | 790÷810 | 180÷190 |
| N8, N8E, N9, N9E, | 780÷800 | 180÷190 |
| N10E, N10, N11 | 770÷790 | 170÷180 |
| N12E, N12 | 760÷780 | 170÷180 |
Określ na podstawie tabeli jaką minimalną ilość karbonizatu węglowego należy przygotować do wytworzenia 3 Mg suchej mieszanki do produkcji brykietów stanowiących wsad do otrzymywania kamienia miedziowego w piecu szybowym.
| Udziały poszczególnych składników w mieszance do produkcji brykietów (stan suchy) | ||
|---|---|---|
| Materiał | Udział % | |
| Koncentrat | 75÷80 | |
| Pyły szybowe | 1÷2 | |
| Odsiewy brykietów | 8÷12 | |
| Lepiszcze | 5÷6 | |
| Karbonizat węglowy | 3÷4 | |
W jakiej części pieca hutniczego zbiera się ciekła surówka?
Które z wymienionych ceramicznych materiałów wykazują charakter chemiczny zasadowy?
Który z podanych procesów rafinacji metali polega na oksydacji zanieczyszczeń?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie materiały są stosowane do wyłożenia pieców zawiesinowych oraz konwertorów w procesie metalurgii miedzi?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką formę mają cząstki proszków metalowych otrzymanych w wyniku elektrolitycznego wydzielania z wodnego roztworu?
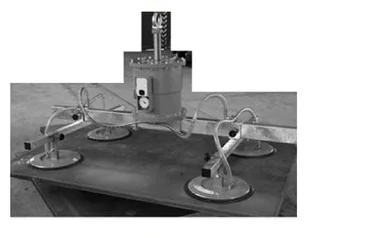
Urządzenie przedstawione na rysunku jest stosowane w procesie wytwarzania stali do transportu

Które z wymienionych w tabeli cegieł ogniotrwałych są zaliczane do materiałów kwaśnych?
| Rodzaj cegieł ogniotrwałych | Skład chemiczny, % | ||||||
|---|---|---|---|---|---|---|---|
| SiO₂ | Al₂O₃ | TiO₂ | CaO | MgO | Fe₂O₃ | Cr₂O₃ | |
| A. Szamotowe | 51,0÷59,0 | 35÷40 | 2,0÷3,0 | 0,3÷0,5 | 0,5÷0,6 | 1,6÷2,5 | – |
| B. Forsterytowe | 31÷34 | 1,5÷1,7 | – | 1,4÷1,6 | 53÷55 | 9,0÷9,3 | 1,4÷1,7 |
| C. Chromitowo-magnezytowe | 2÷8 | 21÷23 | – | 0,9÷1,2 | 30÷37 | 10÷12 | 22÷30 |
| D. Magnezytowo-chromitowe | 4,9÷5,5 | 6,5÷23,0 | – | 0,7÷2,7 | 33÷69 | 8,9÷9,4 | 6÷23 |
Które z wymienionych w tabeli materiałów należy stosować do wyłożenia pieca pracującego przy wysokim obciążeniu w temperaturze przekraczającej 1 700°C.
| Rodzaj materiałów | Temperatura topnienia, °C | Temperatura mięknięcia pod obciążeniem 200 kPa, °C |
|---|---|---|
| A. Szamotowe | 1 580÷1 780 | 1 250÷1 500 |
| B. Magnezytowe | > 2 000 | 1 350÷1 680 |
| C. Forsterytowe | > 2 000 | 1 590÷1 675 |
| D. Grafitowe | > 2 000 | 1 900÷2 000 |
Jaki rodzaj transportu kęsiska przedstawia zdjęcie?

Chwytak pneumatyczny przedstawia zdjęcie oznaczone literą


Co powoduje falowanie lub pofałdowanie blach w trakcie procesu walcowania?
Jakie narzędzia są wymagane do przeprowadzenia procesu wydłużania na kowadle?
Jaką substancję smarną wykorzystuje się w obróbce plastycznej prowadzonej w temperaturze pokojowej?
Na podstawie danych w tabeli wskaż zakres nacisków jednostkowych w MPa dla stali węglowej o zawartości węgla nieprzekraczającej 0,1%
| Materiał | Naciski jednostkowe MPa |
|---|---|
| Aluminium | 600-800 |
| Stopy aluminium do obr. plastycznej | 800-1000 |
| Czysta miedź | 1200-1400 |
| Mosiądz M63 | 1400-1600 |
| Stal węglowa (do 0,1 % C) | 1200-1600 |
| Stal węglowa (do 0. 15% C) | 1600-1800 |
| Stale węglowe (do 0,35% C) oraz niskostopowe | 1800-2200 2000-2800 |
Aby zmniejszyć twardość stali, konieczne jest wykonanie odpuszczania średniego, które realizuje się w temperaturach
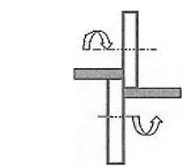
Na którym rysunku przedstawiono schematycznie cięcie mechaniczne wsadu z wykorzystaniem noży krążkowych?
Który rodzaj obróbki plastycznej należy zastosować do wytwarzania elementów pokazanych na rysunku?

Który z wymienionych rodzajów pieców jest używany w procesie wyżarzania taśm w kręgach?
W tabeli podano ilość operacji poszczególnych płyt odcinaka dwutaktowego, po wykonaniu których należy przeprowadzić przeglądy lub naprawy oprzyrządowania. Którą płytę należy najczęściej poddawać przeglądom i naprawom?
| Czynność | Ilość wykonanych operacji | |||
|---|---|---|---|---|
| Płyta | ||||
| tnąca | stemplowa | głowicowa | prowadząca | |
| Przegląd techniczny | 500 | 1 000 | 2 000 | 1 000 |
| Naprawa bieżąca | 750 | 1 250 | 3 000 | 1 500 |
| Naprawa średnia | 1 000 | 1 500 | 4 000 | 2 000 |
| Naprawa główna | 1 250 | 1 750 | 5 000 | 2 500 |
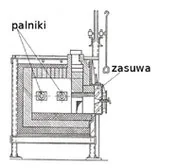
Schemat pieca szczelinowego przedstawiono na rysunku oznaczonym literą
Jaki metal jest produkowany na dużą skalę w metodzie ISP (ang. Imperial Smelting Process)?
Na podstawie zamieszczonego fragmentu dokumentacji parametrów wejściowych procesu zawiesinowego przetopu koncentratu miedzi oblicz maksymalną wielkość nadawy koncentratu w ciągu doby.
| Parametr | Jednostka | Min. | Max. | Typowa |
|---|---|---|---|---|
| Wielkość nadawy koncentratu | Mg/h | 40 | 120 | 80÷112 |
| Sposób rozłożenia strumienia koncentratu na poszczególne palniki | Mg/h | 10 | 30 | 20÷28 |
| Wielkość nadawy pyłów zwrotnych | Mg/h | 0 | 16 | 9÷14 |
| Wielkość nadawy produktu z ISO | Mg/h | 0 | 6 | 1÷4,5 |
| Wielkość nadawy odsiewów kamienia wapiennego | Mg/h | 0 | 4 | 1÷2 |
| Stopień przefluidyzowania koncentratu | Nm³/Mg | 220 | 290 | 250÷275 |
| Zawartość tlenu w dmuchu technologicznym | % | 70 | 85 | 78÷82 |
| Ilość oleju spalanego w szybie reakcyjnym | l/h | 80 | 1 000 | 80÷200 |
| Temperatura podgrzania dmuchu technologicznego | °C | 20 | 220 | 100÷150 |
| Przepływ powietrza do aeracji | Nm³/h | 150 | 300 | 160÷200 |
| Wielkość strumienia dmuchu zimnego powietrza do odstojnika | Nm³/h | 0 | 10 000 | 2000÷5000 |
Jaki dodatek technologiczny wykorzystuje się w procesie przetwarzania rudy miedzi?
Do przewozu podgrzanego wsadu w procesie walcowania wykorzystuje się przenośniki
Podczas produkcji tulei rurowych wykorzystuje się proces walcowania
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
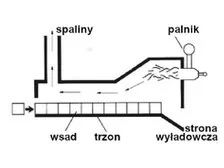
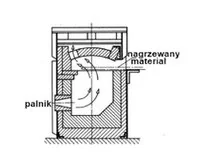
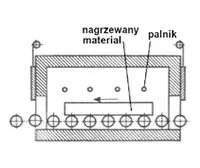
Który rodzaj pieca do nawęglania gazowego przedstawiono na rysunku?
