Pytanie 1
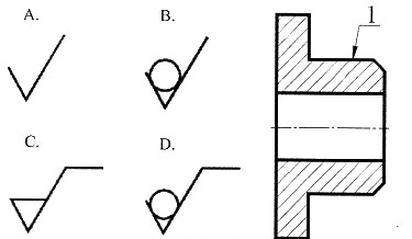
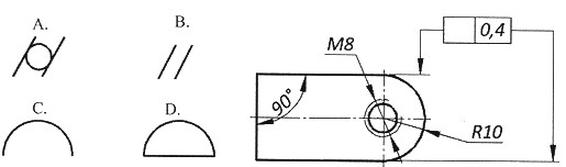
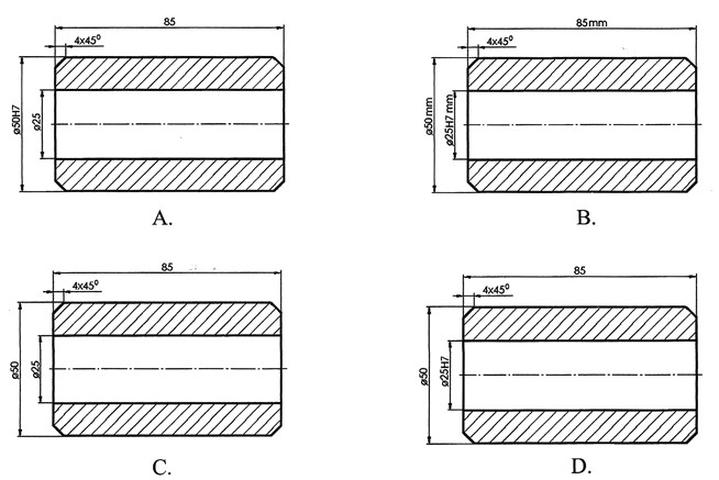
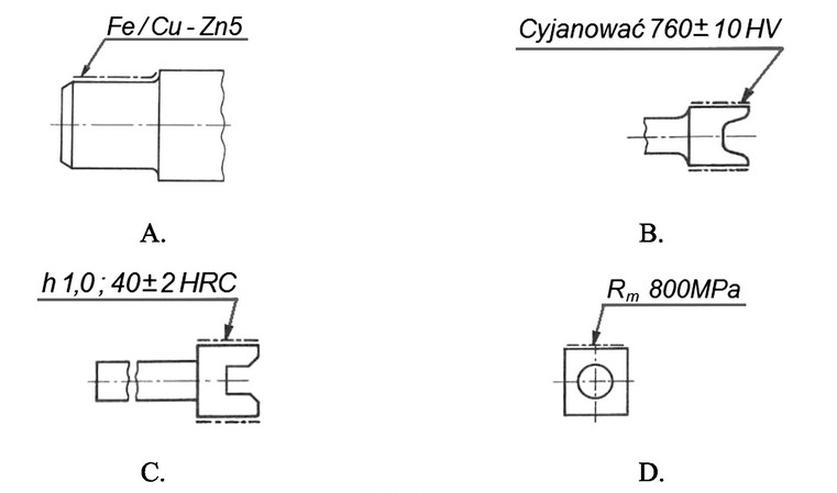
Na którym rysunku oznaczono powłokę metalową nałożoną na powierzchni przedmiotu?
A. C.
B. A.
C. D.
D. B.
Na rysunku A przedstawiono przekrój przedmiotu z oznaczeniem 'Fe/Cu - Zn5', co jasno wskazuje na obecność powłoki metalowej. Powłoki metalowe są szeroko stosowane w różnych dziedzinach, takich jak inżynieria materiałowa i przemysł, aby poprawić właściwości mechaniczne oraz odporność na korozję różnych materiałów. Powłoka złożona z żelaza (Fe), miedzi (Cu) i cynku (Zn) może być stosowana w elementach konstrukcyjnych, gdzie istotna jest zarówno wytrzymałość, jak i estetyka. Na przykład, takie powłoki mogą być stosowane w przemyśle budowlanym do zabezpieczania stalowych elementów przed działaniem warunków atmosferycznych. Zastosowanie powłok metalowych jest zgodne z dobrą praktyką inżynierską, a ich skuteczność w zwiększaniu trwałości materiałów jest poparta licznymi badaniami. Warto również zaznaczyć, że wybór odpowiedniej powłoki powinien być zgodny z normami obowiązującymi w danej branży, co pozwala na optymalne dopasowanie do specyfikacji projektu.