Pytanie 1
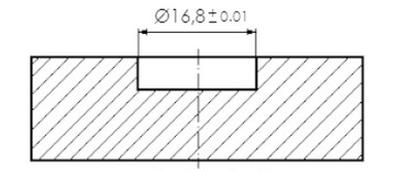
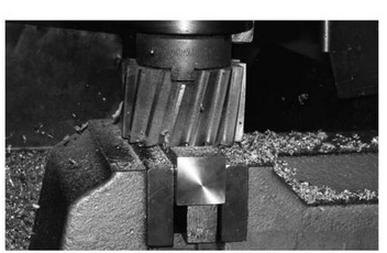
Który przyrząd obróbkowy stosuje się podczas wykonywania na frezarce pionowej otworów zgodnie z przedstawionym rysunkiem?

A. Stół obrotowy.
B. Imadło maszynowe z wkładką pryzmatyczną.
C. Imadło maszynowe kątowe.
D. Podzielnicę uniwersalną.
Wybór innych przyrządów obróbczych, takich jak stół obrotowy czy imadło maszynowe kątowe, nie jest adekwatny do sytuacji przedstawionej w pytaniu. Stół obrotowy, choć często używany w obróbce, służy głównie do pracy nad elementami, które wymagają obrotu w celu uzyskania różnych kątów cięcia, ale nie zapewnia precyzyjnego rozmieszczenia otworów na obwodzie koła w taki sposób, jak to robi podzielnica. Imadło maszynowe kątowe również ma swoje zastosowanie, głównie w stabilizacji elementów podczas frezowania, jednak nie ma funkcji podziału kątowego, co czyni je niewłaściwym wyborem w tej konkretnej sytuacji. Z kolei imadło maszynowe z wkładką pryzmatyczną, mimo że może oferować pewne możliwości regulacji kąta, nie jest zaprojektowane do precyzyjnego rozmieszczania otworów na obwodzie, co jest kluczowe w kontekście pytania. Typowe błędy myślowe, które mogą prowadzić do wyboru nieodpowiednich narzędzi, obejmują brak zrozumienia specyficznych funkcji każdego z urządzeń oraz ich zastosowania w konkretnych zadaniach obróbczych. Dobrą praktyką jest zawsze dobieranie narzędzi obróbczych zgodnie z wymaganiami technologicznymi i rodzajem wykonywanej pracy, aby zapewnić nie tylko efektywność, ale również jakość wyrobów końcowych.