Pytanie 1
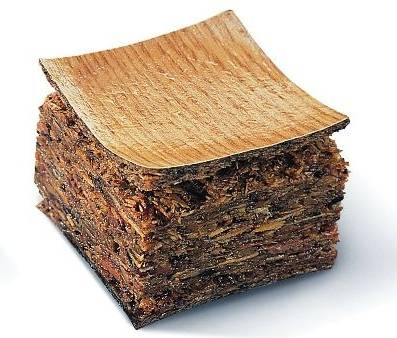
Na zdjęciu pokazano sposób konserwacji miejsc po

A. przebarwieniu.
B. śladach gwoździ.
C. przypaleniu.
D. chodnikach owadzich.
Wybór odpowiedzi dotyczącej chodników owadzich jest jak najbardziej trafny, zwłaszcza biorąc pod uwagę charakterystykę przedstawionego na zdjęciu procesu konserwacji drewna. Otwory widoczne w drewnie są typowym objawem działalności owadów, takich jak korniki, które drążą drewno, tworząc kanały o różnej średnicy. Aplikacja odpowiednich środków chemicznych w procesie konserwacji jest kluczowa dla zwalczania tych szkodników, a także dla zabezpieczenia drewna przed przyszłymi infestacjami. Dobre praktyki konserwacyjne obejmują również dokładne czyszczenie powierzchni, co pozwala na usunięcie pozostałości po owadach i ich odchodach, które mogą sprzyjać dalszemu rozwojowi grzybów i bakterii. Należy również pamiętać, że stosowanie środków ochrony drewna powinno być zgodne z obowiązującymi normami, takimi jak PN-EN 599-1, które regulują zasady ochrony drewna przed biokorozją. Właściwe podejście do konserwacji drewna nie tylko przedłuża jego żywotność, ale również poprawia estetykę i funkcjonalność drewnianych elementów budowlanych.