Pytanie 1
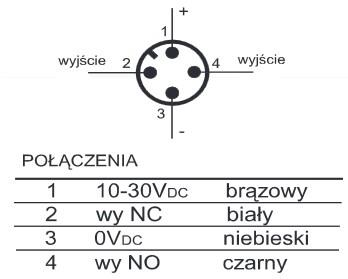
Parametry przedstawione w tabeli dotyczą
| Stopień ochrony | IP65, IP67 | Parametr do wyboru |
| Średnica wałka | Ø6, Ø 10 mm | Parametr do wyboru |
| Typ wyjścia/zasilanie | TTL– RS422/5…30 VDC, HTL– Push-pull / 5…30 VDC, NPN – Open collector / 5…30 VDC | Parametr do wyboru |
| Typ połączenia | Konektor M12 8-pin (osiowo lub promieniowo) Kabel 1 m (osiowo lub promieniowo) | Parametr do wyboru |
| Liczba impulsów | 1, 2, 4, 5, 10, 12, 20, 25, 28, 30, 32, 36, 50, 60, 64, 80, 100, 120, 125, 150, 180, 200, 240, 250, 300, 360, 400, 500, 600, 720, 800, 900, 1000, 1200, 1500, 1800, 2000, 2500, 3000, 4000, 5000 imp./obr. | Parametr do wyboru |
| Temperatura pracy | – 40…+ 85 °C | – |
| Częstotliwość impulsów | Max. 300 kHz | – |
| Kanały wyjściowe | A, B, Z/A/B/Z | – |
A. enkodera cyfrowego.
B. zasilacza impulsowego.
C. silnika liniowego.
D. czujnika temperatury.
Parametry przedstawione w tabeli faktycznie odnoszą się do enkodera cyfrowego. Widać to wyraźnie po takich cechach jak liczba impulsów na obrót, typy wyjść (TTL, HTL, NPN open collector), kanały wyjściowe (A, B, Z), a także maksymalna częstotliwość impulsów – to są chyba najbardziej rozpoznawalne cechy enkoderów inkrementalnych, które stosuje się np. w automatyce przemysłowej, robotyce czy po prostu w maszynach CNC. Enkoder cyfrowy zamienia ruch obrotowy na sygnały elektryczne – dzięki temu można bardzo precyzyjnie mierzyć pozycję, prędkość czy nawet kierunek obrotów wału. Stopień ochrony IP65 lub IP67 to też nie jest przypadek – enkodery często montuje się w niełatwych warunkach, gdzie kurz i woda są na porządku dziennym, więc szczelność jest kluczowa. Moim zdaniem, jak ktoś widzi w specyfikacji takie parametry jak liczba impulsów (np. 500 czy 1000 na obrót), różne opcje wyjść elektrycznych oraz zakres temperatur pracy, to od razu powinna mu się zapalić lampka – to pasuje właśnie do enkoderów. W praktyce, takie enkodery znajdziesz we wszelkiego rodzaju napędach, liniach produkcyjnych czy nawet w windach, gdzie trzeba dokładnie kontrolować położenie ruchomych części. Standardy takie jak wyjścia TTL/HTL to podstawa komunikacji między różnymi urządzeniami automatyki. No i jeszcze te konektory M12 – w branży bardzo popularne ze względu na odporność i łatwość montażu.