Pytanie 1
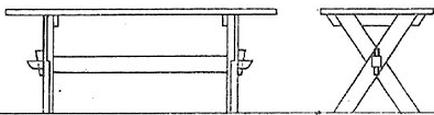
Prawidłowa kolejność operacji technologicznych wykonania podzespołu taboretu (nogi i skrzyni) przedstawiona jest w zestawie
| 1. piłowanie poprzeczne 2. piłowanie wzdłużne 3. struganie grubościowo-szerokościowe 4. szlifowanie 5. czopowanie 6. wykonywanie gniazd 7. struganie wyrównujące | 1. piłowanie poprzeczne 2. piłowanie wzdłużne 3. frezowanie profilowe 4. struganie grubościowo-szerokościowe 5. czopowanie 6. szlifowanie 7. wykonywanie czopów | 1.piłowanie poprzeczne 2. piłowanie wzdłużne 3. struganie wyrównujące 4. struganie grubościowo-szerokościowe 5. wykonywanie gniazd 6. czopowanie 7. szlifowanie | 1. piłowanie poprzeczne 2. piłowanie wzdłużne 3. frezowanie profilowe 4. struganie grubościowo-szerokościowe 5. struganie wyrównujące 6. szlifowanie 7. czopowanie |
| A | B | C | D |
A. D.
B. C.
C. B.
D. A.
Odpowiedź C jest prawidłowa, ponieważ przedstawia właściwą sekwencję operacji technologicznych niezbędnych do wykonania podzespołu taboretu. Proces zaczyna się od piłowania poprzecznego, co jest fundamentem w obróbce drewna, ponieważ umożliwia uzyskanie odpowiedniej długości elementów. Następnie, piłowanie wzdłużne nadaje szerokość, co jest kluczowe dla dalszej obróbki. Struganie wyrównujące pozwala na uzyskanie płaskich powierzchni, co jest istotne dla zapewnienia stabilności oraz estetyki gotowego produktu. Kolejnym etapem jest struganie grubościowo-szerokościowe, które ma na celu dostarczenie elementów do wymaganych wymiarów, co jest zgodne z normami jakości w branży meblarskiej. Wykonywanie gniazd i czopów jest kluczowe dla solidności konstrukcji taboretu, a na końcu, szlifowanie poprawia jakość powierzchni, co ma znaczenie nie tylko estetyczne, ale również funkcjonalne. Zastosowanie tej kolejności operacji jest zgodne z najlepszymi praktykami w branży obróbczej i przyczynia się do efektywności oraz bezpieczeństwa produkcji.