Pytanie 1
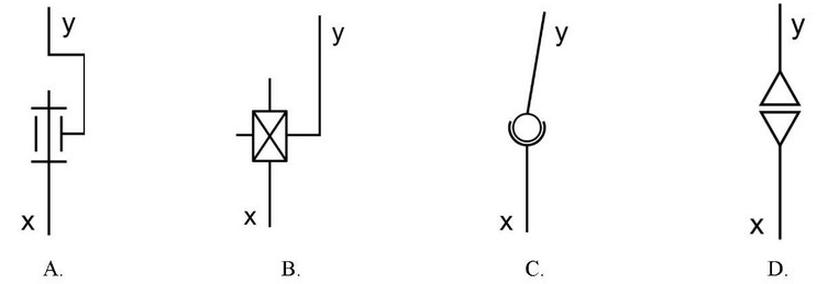
Który komponent powinno się wykorzystać do galwanicznego oddzielenia wyjścia z PLC od elementów, które są nim sterowane?
A. Transformator
B. Dławik
C. Kondensator
D. Transoptor
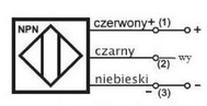
Transoptor to element elektroniczny zaprojektowany w celu zapewnienia galwanicznej separacji sygnałów, co jest kluczowe w zastosowaniach automatyki i sterowania. Dzięki zastosowaniu transoptora, sygnały wejściowe są izolowane od sygnałów wyjściowych, co chroni wrażliwe komponenty sterujące przed niepożądanym wpływem zakłóceń lub awarii w obwodach wykonawczych. Przykładem zastosowania transoptora może być sytuacja, gdy sygnał z czujnika (np. fotokomórka) musi zostać przekazany do PLC, ale z uwagi na różnice poziomów napięcia lub ryzyko zakłóceń, konieczne jest zastosowanie izolacji. W takich przypadkach transoptor działa jako mostek, który pozwala na bezpieczne przekazywanie sygnału bez ryzyka uszkodzenia urządzenia. Ponadto, transoptory są wykorzystywane w systemach komunikacyjnych, gdzie wymagane jest zabezpieczenie przed zakłóceniami przesyłanymi przez medium transmisyjne. Przykładem dobrych praktyk w branży jest stosowanie transoptorów w kontrolerach, gdzie ich zastosowanie zwiększa niezawodność i bezpieczeństwo całego systemu.