Pytanie 1
Który z poniższych elementów jest niezbędny do prawidłowego działania układu pneumatycznego?
A. Transformator
B. Sprężarka
C. Rezystor
D. Akumulator
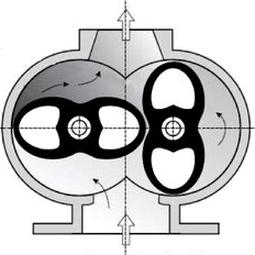
Sprężarka jest kluczowym elementem w układzie pneumatycznym, ponieważ to ona wytwarza i dostarcza sprężone powietrze, które jest medium roboczym w takich systemach. Bez sprężarki nie byłoby możliwe generowanie ciśnienia potrzebnego do działania siłowników, zaworów czy innych elementów pneumatycznych. W praktyce sprężone powietrze jest używane w wielu gałęziach przemysłu, takich jak motoryzacja, produkcja czy budownictwo. Na przykład, w warsztatach samochodowych sprężone powietrze napędza narzędzia pneumatyczne, które są bardziej wydajne i trwałe niż ich elektryczne odpowiedniki. W przemyśle produkcyjnym sprężarki są używane do zasilania linii produkcyjnych, gdzie szybkość i precyzja działania urządzeń pneumatycznych mają kluczowe znaczenie. Dobrze zaprojektowany układ pneumatyczny, oparty na odpowiednio dobranej sprężarce, jest nie tylko efektywny, ale również energooszczędny, co przekłada się na niższe koszty eksploatacji. Sprężarki są zgodne z różnymi standardami i normami, które zapewniają ich bezpieczne i efektywne działanie, co jest istotne w kontekście ich szerokiego zastosowania w przemyśle.