Pytanie 1
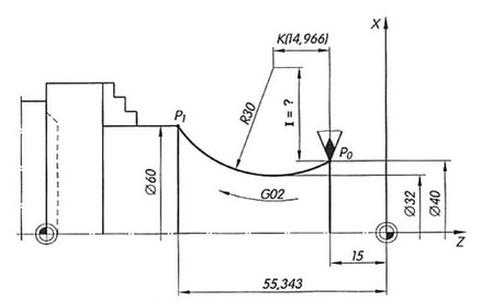
Na podstawie rysunku określ wartość przesunięcia punktu zerowego przedmiotu obrabianego.

A. 14 mm
B. 44 mm
C. 34 mm
D. 0 mm
Poprawna odpowiedź to 44 mm, co wynika z dokładnej analizy rysunku technicznego przedmiotu obrabianego. Wartość przesunięcia punktu zerowego oblicza się poprzez zsumowanie odległości od określonych referencyjnych punktów, co w tym przypadku daje 10 mm oraz 34 mm, co razem daje 44 mm. W praktyce, umiejętność prawidłowego określania punktu zerowego jest kluczowa w obróbce skrawaniem, ponieważ precyzyjne umiejscowienie narzędzia w odniesieniu do przedmiotu obrabianego wpływa na jakość i dokładność wykonania detali. Zastosowanie tej wiedzy w warsztatach i przy produkcji części zmniejsza ryzyko błędów, które mogą prowadzić do odrzucenia wyrobów, a także oszczędza czas i materiały. Zgodnie z normami ISO 1101, prawidłowe definiowanie geometrii i punktów odniesienia jest niezbędne dla zachowania wysokiej jakości produkcji. Dlatego znajomość metod obliczania przesunięcia punktu zerowego oraz umiejętność interpretacji rysunków technicznych są niezbędne w każdym zakładzie zajmującym się obróbką mechaniczną.