Pytanie 1
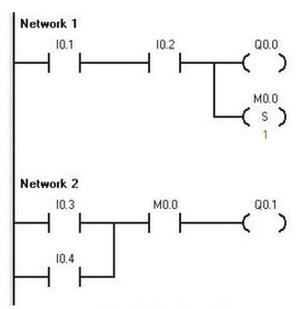
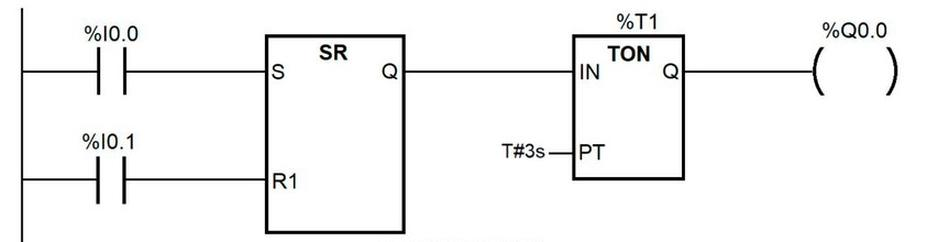
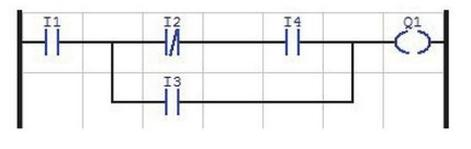
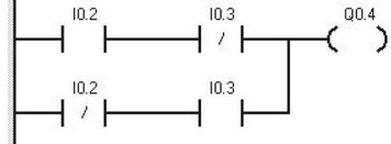
Jaką funkcję logiczną realizuje program zapisany w języku LD?
A. EXNOR
B. NAND
C. NOR
D. EXOR
Odpowiedź EXOR jest poprawna, ponieważ ta funkcja logiczna, znana również jako równoważność wykluczająca, charakteryzuje się tym, że jej wyjście jest aktywne tylko wtedy, gdy dokładnie jedno z dwóch wejść ma stan logiczny aktywny (1), a drugie jest nieaktywne (0). Przykładem zastosowania funkcji EXOR jest w systemach cyfrowych, gdzie jest używana do realizacji operacji różnicy w dodawaniu binarnym, a także w konstrukcjach takich jak detektory parzystości. W kontekście programowania w języku LD (Ladder Diagram), EXOR pozwala na łatwe zaprogramowanie logiki, gdzie warunki muszą być ze sobą wykluczające. Dobrą praktyką w projektowaniu systemów cyfrowych jest stosowanie funkcji EXOR, aby uprościć logikę decyzyjną w automatyzacji procesów przemysłowych, co pozwala na zwiększenie niezawodności i efektywności systemu. Zrozumienie działania tej funkcji jest kluczowe dla inżynierów zajmujących się systemami automatyki i elektroniki.