Pytanie 1
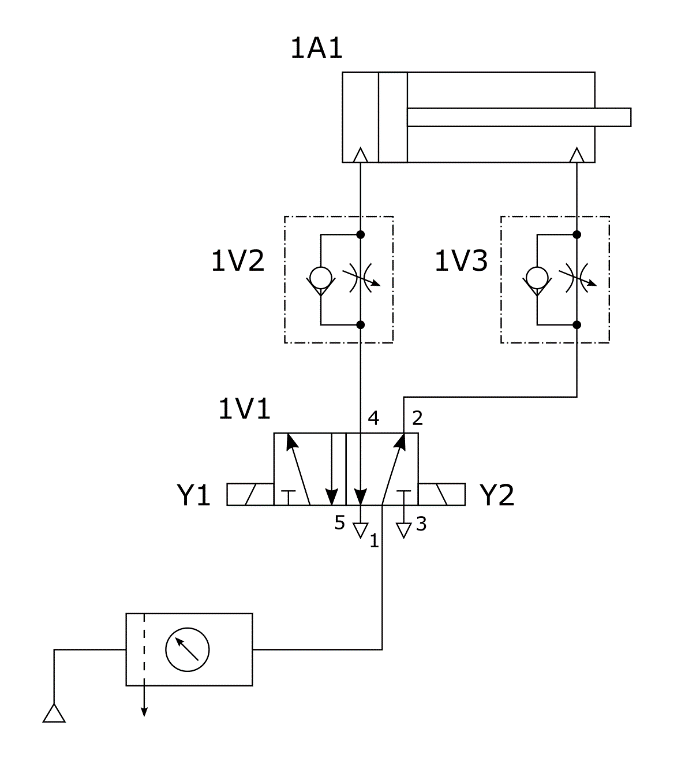
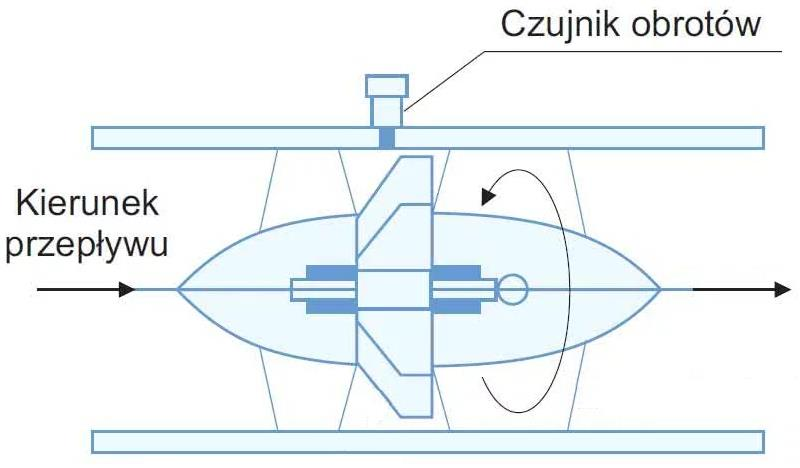
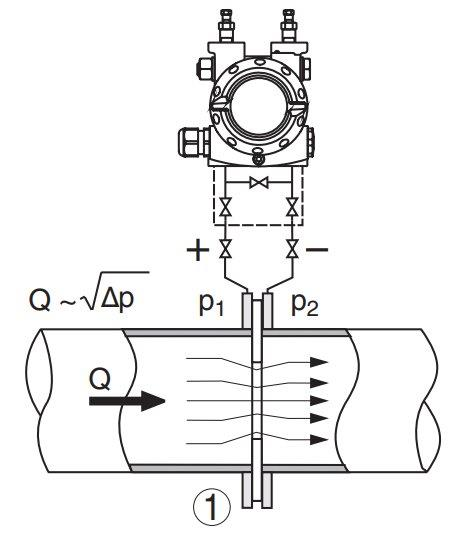
Który schemat przedstawia metodę pomiaru natężenia przepływu przy użyciu zwężki Venturiego?
A. Schemat 2.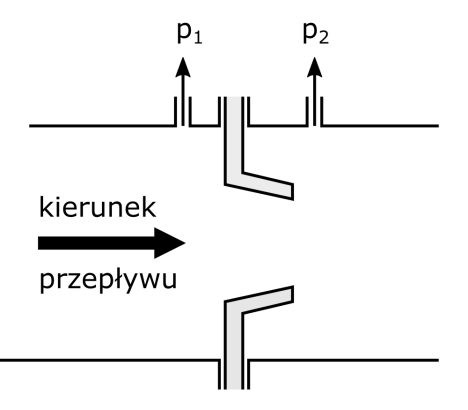
B. Schemat 1.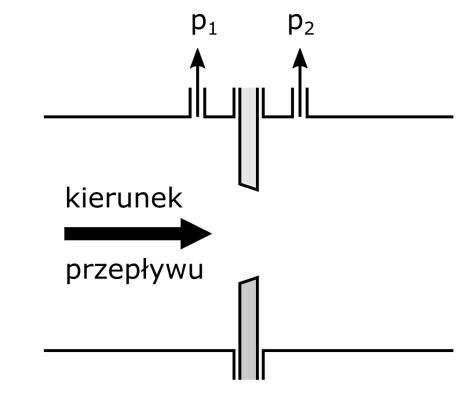
C. Schemat 3.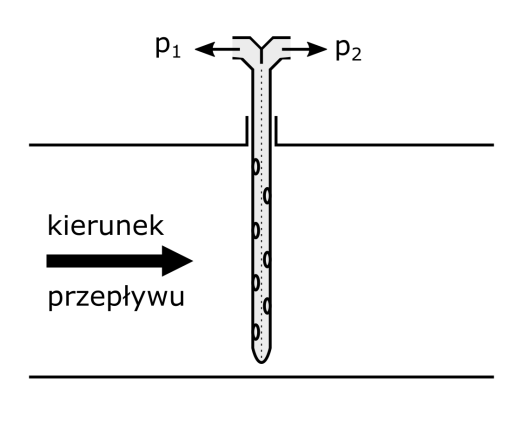
D. Schemat 4.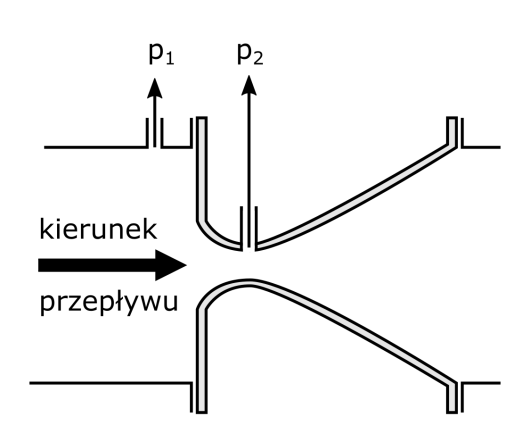
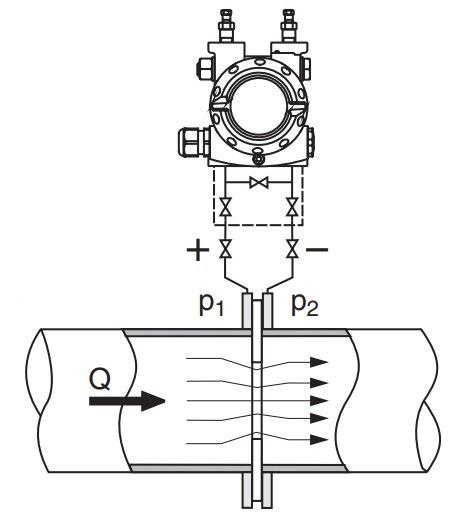
Zwężka Venturiego to jedno z najbardziej klasycznych i skutecznych rozwiązań do pomiaru natężenia przepływu cieczy lub gazów w rurociągach. Schemat 4 przedstawia właśnie taki układ: wyraźnie widoczna jest charakterystyczna zwężka, czyli stopniowe zwężenie przewodu, po którym następuje łagodne rozszerzenie. To jest bardzo ważne, bo prawidłowa geometria minimalizuje straty energii oraz pozwala na dokładny pomiar różnicy ciśnień między sekcją przed i w zwężeniu (p1 oraz p2). W praktyce, wykorzystuje się tutaj równanie Bernoulliego do wyznaczenia prędkości przepływu na podstawie spadku ciśnienia. Z mojego doświadczenia wynika, że Venturiego stosuje się wszędzie tam, gdzie liczy się długoterminowa precyzja i niskie ryzyko zapychania, np. w wodociągach czy instalacjach przemysłowych. W porównaniu do kryz czy rur Prandtla, zwężka Venturiego praktycznie nie zakłóca przepływu i ma bardzo mały wpływ na straty ciśnienia w systemie. Tego typu pomiary są zgodne z międzynarodowymi normami, jak ISO 5167, które wyraźnie określają wymagania dotyczące budowy oraz montażu zwężek. Co ciekawe, nowoczesna automatyka przemysłowa często integruje odczyty z takich zwężek bezpośrednio z systemami sterowania procesem.