Pytanie 1
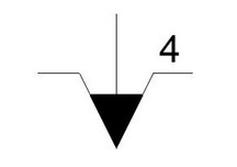
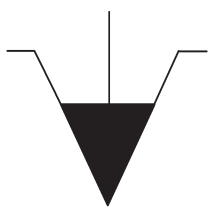
Na rysunku przedstawiono wymiarowanie kąta
A. ostrza.
B. natarcia.
C. skrawania.
D. przyłożenia.
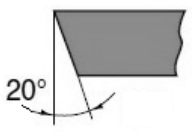
Kąty przyłożenia odgrywają kluczową rolę w procesach obróbczych, wpływając na efektywność i jakość wykonywanych operacji. W kontekście wymiarowania kąta na rysunku technicznym, kątem przyłożenia określamy kąt między powierzchnią roboczą narzędzia a obrabianym materiałem, co jest niezwykle istotne dla prawidłowego ustawienia narzędzi skrawających. Przykładowo, w obróbce skrawaniem, odpowiedni kąt przyłożenia może zredukować siły skrawania oraz poprawić jakość powierzchni obrabianej, co jest zgodne z zasadami ergonomii w obróbce materiałów. W praktyce, standardy takie jak ISO 3002 oraz normy przemysłowe wskazują na istotność tego kąta w kontekście zwiększania wydajności i trwałości narzędzi skrawających. Dobrze wymiarowany kąt przyłożenia umożliwia także optymalizację procesów produkcyjnych, co przekłada się na mniejsze zużycie energii i surowców. Właściwe zrozumienie i stosowanie pojęć związanych z kątami w obróbce mogą przynieść znaczące korzyści ekonomiczne oraz techniczne w produkcji.