Pytanie 1
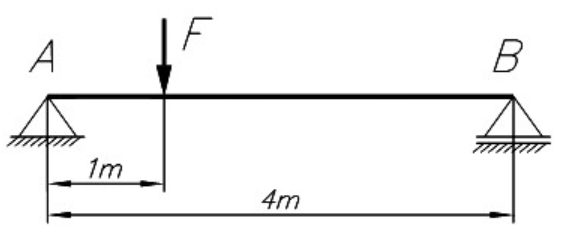
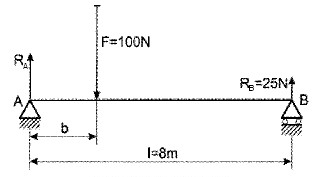
Układ sił jest w równowadze, jeżeli odległość b (patrz rysunek), wynosi
A. 4 m
B. 1 m
C. 3 m
D. 2 m
Wybierając inną odpowiedź, można popaść w pułapkę myślową dotyczącą równowagi sił. Wiele osób może sądzić, że wystarczy przyjąć dowolną długość ramienia, aby uzyskać równowagę, co jest błędne. Przykładowo, 1 m, 3 m czy 4 m nie spełniają warunków równowagi, ponieważ nie dostarczają odpowiedniego momentu siły. Każda z tych długości w połączeniu z siłą 100 N wytworzyłaby moment, który nie jest równy 200 Nm. Moment siły oblicza się jako siłę pomnożoną przez odległość od punktu obrotu. W przypadku długości 1 m, uzyskujemy jedynie 100 Nm (100 N x 1 m), co jest niewystarczające do zrównoważenia momentu 200 Nm. Podobnie, dla 3 m moment wyniesie 300 Nm, co wprowadziłoby dodatkowe obciążenie na układ. Zrozumienie tych zasad jest kluczowe w inżynierii, gdzie precyzyjne obliczenia momentów sił mają fundamentalne znaczenie dla zapewnienia stabilności konstrukcji. Błędy w obliczeniach momentów mogą prowadzić do katastrofalnych konsekwencji w projektach budowlanych, dlatego istotne jest, aby zawsze stosować odpowiednie metody i wzory, które pozwolą na właściwe oszacowanie wymagań dla danej konstrukcji.