Pytanie 1
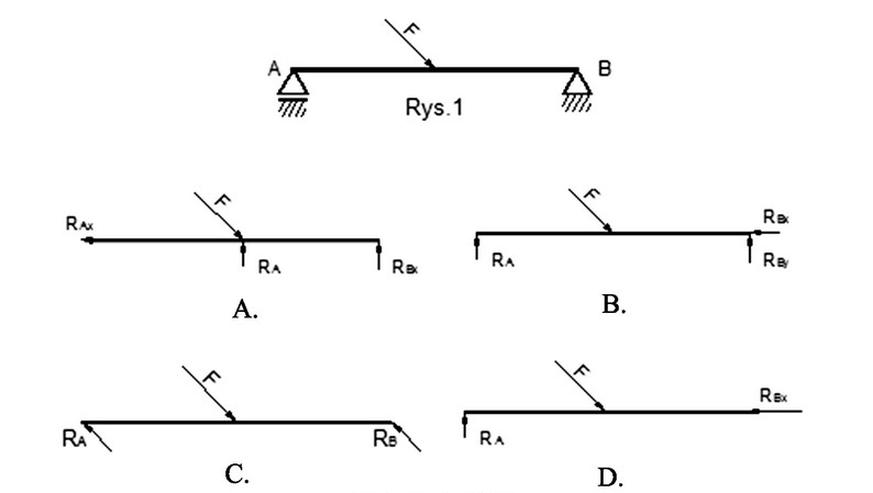
Który schemat układu sił odpowiada obciążeniu belki zgodnie z Rysunkiem 1?
A. D.
B. C.
C. B.
D. A.
Wybierając schematy A, C lub D, można napotkać typowe błędy w interpretacji układów podparcia i działania sił na belkę. Schemat A sugeruje, że belka jest podparta w obu końcach w sposób stały, co wyklucza dynamikę, jaką zapewnia podparcie ruchome. Taki układ nie pozwala na odpowiednie rozłożenie sił, co w rzeczywistości może prowadzić do uszkodzeń konstrukcyjnych. Schemat C może sugerować zbyt dużą swobodę ruchów, co nie jest zgodne z wymaganiami dla obciążeń statycznych, zwłaszcza w przypadku belki, która musi przenosić znaczne siły. Natomiast schemat D, z podparciem całkowicie ruchomym, ignoruje kluczowy aspekt stabilizacji belki, co czyni go niewłaściwym w praktycznych zastosowaniach inżynieryjnych. Prawidłowe zrozumienie układów podpór w inżynierii budowlanej jest kluczowe, ponieważ błędna interpretacja prowadzi do nieefektywnych lub wręcz niebezpiecznych rozwiązań konstrukcyjnych. Warto nawiązać do standardów budowlanych i praktyk inżynieryjnych, które jasno określają, jak dobierać odpowiednie rodzaje podpór dla różnych układów obciążeń, aby zapewnić zarówno bezpieczeństwo, jak i funkcjonalność projektów budowlanych.