Pytanie 1
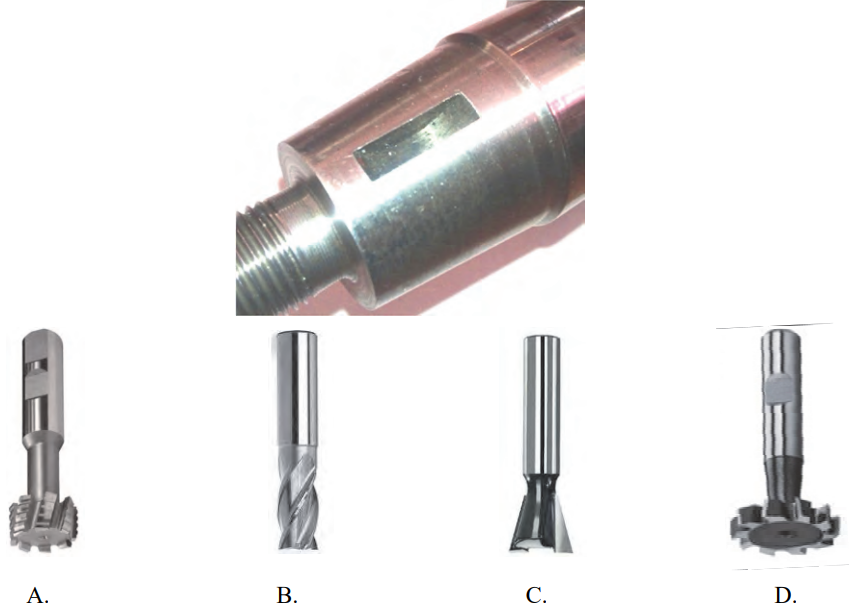
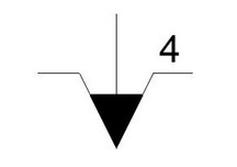
Który zabieg obróbki skrawaniem należy wykonać na powierzchni oznaczonej na rysunku Tr24x5?

A. Nacinanie uzębienia.
B. Frezowanie rowka pod wpust.
C. Frezowanie powierzchni płaskiej.
D. Nacinanie gwintu.
Odpowiedź "nacinanie gwintu" jest prawidłowa, ponieważ oznaczenie "Tr24x5" wskazuje na gwint trapezowy o nominalnej średnicy 24 mm i skoku 5 mm. Nacinanie gwintu to kluczowy proces w wielu branżach, ponieważ pozwala na tworzenie połączeń mechanicznych, które są nie tylko mocne, ale również odporne na zużycie. Gwinty trapezowe są często stosowane w systemach przenoszenia napędu, a ich precyzyjne wykończenie jest niezbędne dla prawidłowego funkcjonowania takich mechanizmów. W praktyce, nacinanie gwintu odbywa się zazwyczaj na frezarkach lub tokarkach z odpowiednimi narzędziami skrawającymi. Dobre praktyki obejmują dobór odpowiednich parametrów obróbczych, takich jak prędkość obrotowa i posuw, aby zapewnić jakość i trwałość nawęglonego gwintu. Ponadto, nacinanie gwintu trapezowego pozwala na uzyskanie większej powierzchni kontaktu w porównaniu do gwintów prostych, co przekłada się na lepszą wydajność w aplikacjach wymagających dużych obciążeń.