Pytanie 1
Jakie narzędzie powinno być użyte do pomiaru bicia wrzeciona w tokarkach?
A. suwmiarka uniwersalna
B. średnicówka mikrometryczna
C. macki zewnętrzne
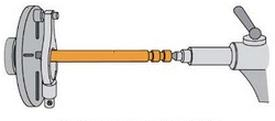
D. czujnik zegarowy
Czujnik zegarowy to naprawdę przydatne narzędzie, które pozwala dokładnie zmierzyć bicie wrzeciona tokarki. Działa to na zasadzie pokazywania, jak bardzo wskazówka na tarczy zegara odchyla się od normy, co daje jasny obraz ewentualnych problemów z maszyną. Na przykład, z jego pomocą możesz sprawdzić, czy wrzeciono kręci się prosto, co jest bardzo ważne, żeby obróbka materiałów była precyzyjna. W branży obróbczej, gdzie każdy milimetr ma znaczenie, czujnik zegarowy to standardowe narzędzie, które pomaga osiągnąć wymaganą jakość. No i warto pamiętać, żeby regularnie sprawdzać i kalibrować czujniki, żeby mieć pewność co do ich dokładności pomiarów. Zgodnie z normami ISO 9001, to naprawdę ważne dla zarządzania jakością. Jak zauważysz znaczne bicie, możesz podjąć jakieś kroki, żeby to naprawić, co wydłuży żywotność maszyny i poprawi efektywność produkcji. Widać więc, że czujnik zegarowy ma nie tylko praktyczne zastosowanie, ale też spełnia wymagania przemysłu, dlatego jest nie do zastąpienia w obróbce skrawaniem.