Pytanie 1
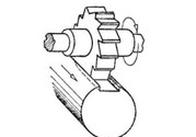
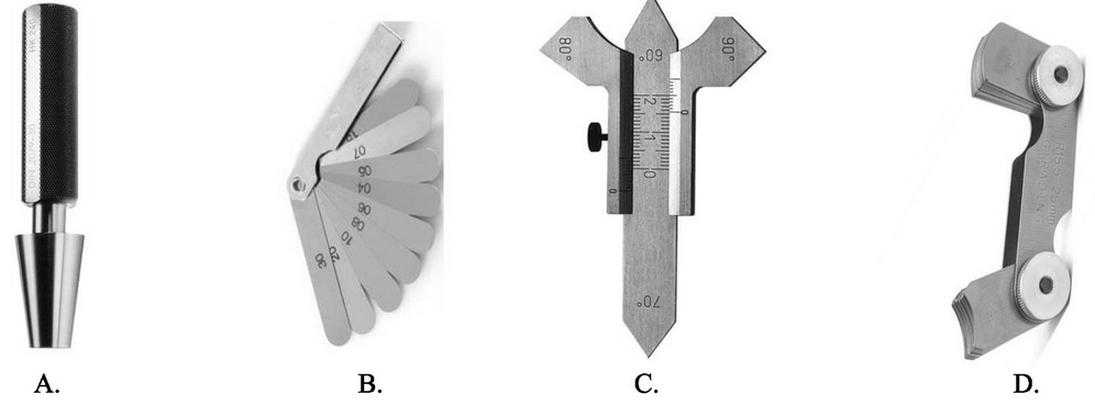
Przedstawioną na rysunku oprawkę mocuje się na

A. tokarce konwencjonalnej w pinoli konika.
B. frezarce CNC z automatyczną wymianą narzędzia.
C. wiertarce kadłubowej konwencjonalnej.
D. tokarce CNC w głowicy narzędziowej.
Wybór nieprawidłowych odpowiedzi sugeruje brak zrozumienia zastosowania oprawki mocującej oraz technologii obrabiarek. Tokarka konwencjonalna, wiertarka kadłubowa oraz nawet tokarka CNC działają na innym zasadzie niż frezarka CNC. Tokarki konwencjonalne to maszyny, które głównie wykonują obróbkę skrawaniem poprzez obracanie materiału, a nie poprzez ruch narzędzi skrawających, co jest kluczowe w kontekście przedstawionej oprawki. W przypadku wiertarki kadłubowej, jej podstawowym zadaniem jest wiercenie, a nie frezowanie, co również nie odpowiada wymaganiom dla oprawki mocującej. Tokarki CNC, mimo że mogą być wyposażone w zaawansowane systemy sterowania, nie zawsze są przystosowane do automatycznej wymiany narzędzi w kontekście typowym dla frezarek. Takie nieporozumienia wynikają często z mylenia funkcji maszyn oraz ich przeznaczenia w procesach produkcyjnych. Przykłady błędnego rozumienia zastosowania technologii CNC mogą prowadzić do nieoptymalnych wyborów w procesach produkcyjnych, co skutkuje marnotrawstwem zasobów i czasu. Zrozumienie różnic między tymi typami obrabiarek jest kluczowe dla efektywnego planowania produkcji oraz doboru odpowiednich narzędzi, co w dłuższej perspektywie przekłada się na jakość i koszt wytwarzania wyrobów.