Pytanie 1
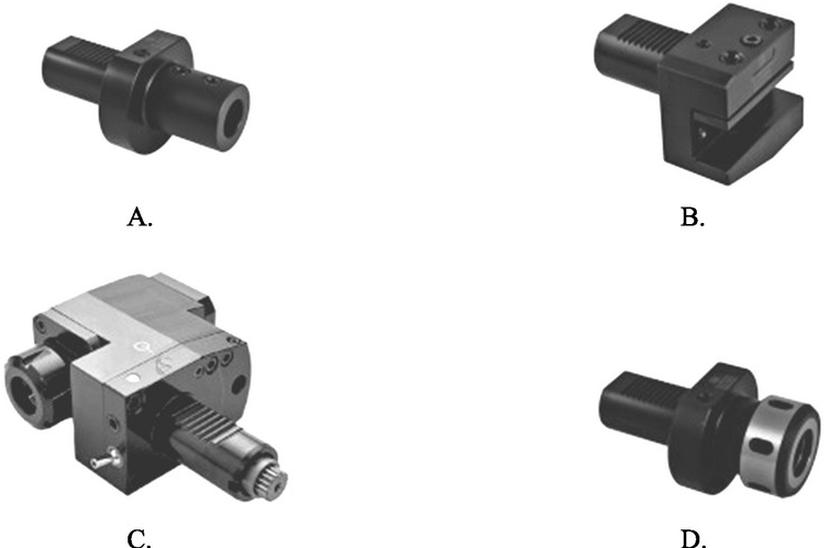
Jakie urządzenie jest używane do mocowania noża tokarskiego oprawkowego na tokarce CNC?
A. uchwyt tokarski hydrauliczny
B. podtrzymka stała
C. tarcza zabierakowa
D. głowica narzędziowa
Głowica narzędziowa to kluczowy element tokarki CNC, który służy do mocowania narzędzi skrawających, w tym noży tokarskich oprawkowych. Jej konstrukcja pozwala na precyzyjne ustawienie narzędzia w odpowiedniej pozycji roboczej, co jest niezbędne dla uzyskania dokładności w obróbce. Głowice narzędziowe mogą być wyposażone w mechanizmy szybkiej wymiany narzędzi, co znacząco zwiększa efektywność procesu produkcyjnego. Przykładem zastosowania głowicy narzędziowej może być obrabianie różnorodnych materiałów, takich jak stal, aluminium czy tworzywa sztuczne, gdzie precyzyjne mocowanie narzędzia ma kluczowe znaczenie dla jakości wykonania detali. W praktyce, stosowanie głowic narzędziowych zgodnie z najlepszymi praktykami w zakresie obróbki CNC, zapewnia nie tylko wysoką powtarzalność wymiarów, ale również wydłuża żywotność narzędzi skrawających, co przekłada się na redukcję kosztów produkcji i przestojów.