Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 26/40 punktów (65,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
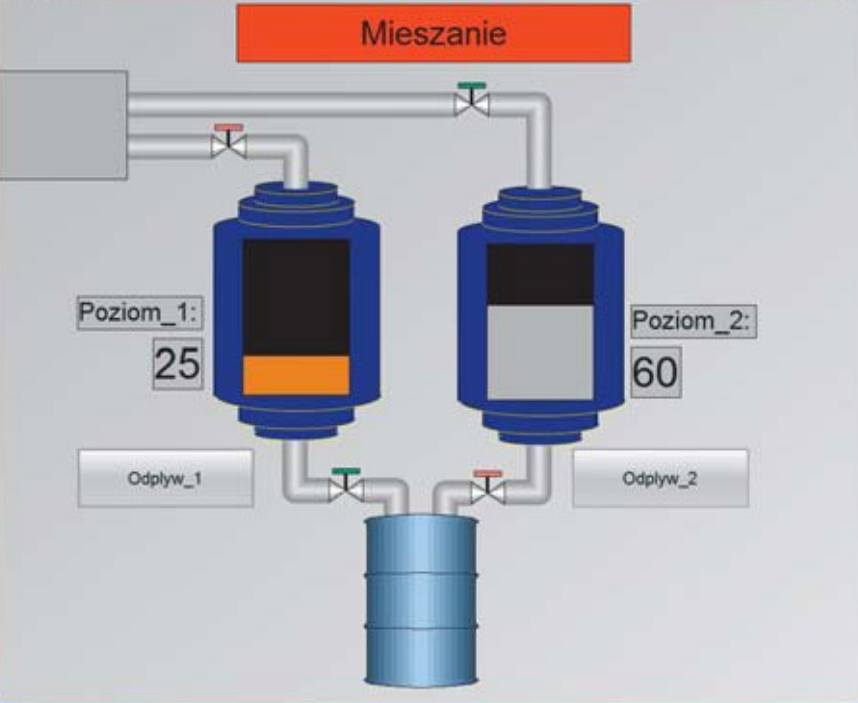
Który typ oprogramowania należy zastosować do utworzenia wizualizacji procesu przedstawionego na rysunku?
Olej hydrauliczny klasy HL to olej
Narzędzie przedstawione na rysunku służy do

Jakie z czynności związanych z wymianą oleju oraz filtrów w zasilaczu hydraulicznym powinno być zrealizowane jako ostatnie?
Elementy zespołów przeznaczone do montażu powinny być ułożone na stanowisku pracy zgodnie z
Siłownik pneumatyczny ze sprężyną zwrotną przeznaczony jest do podnoszenia masy (ruch powolny, obciążenie na całym skoku). Ciśnienie robocze w instalacji pneumatycznej wynosi 6*105 N/m2. Obliczona średnica cylindra, z uwzględnieniem sprawności siłownika η = 0,75 oraz stwierdzonych w instalacji pneumatycznej wahań ciśnienia roboczego rzędu 5% wartości nominalnej, wynosi 65 mm. Z zamieszczonego w tabeli typoszeregu siłowników dobierz średnicę cylindra spełniającą powyższe warunki.
| Tabl. 1. Parametry siłowników | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| średnica cylindra w mm | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | |
| średnica tłoczyska w mm | 6 | 8 | 8 | 10 | 12 | 16 | 20 | 20 | 25 | 25 | 32 | 40 | 40 | |
| gwinty otworów przyłączeniowych | M5 | M5 | G⅛ | G⅛ | G⅛ | G¼ | G¼ | G⅜ | G⅜ | G⅜ | G½ | G¾ | G¾ | |
| siła pchająca przy po = 6 bar w N | siłownik jednostron. dział. | 50 | 96 | 151 | 241 | 375 | 644 | 968 | 1560 | 2530 | 4010 | -- | -- | -- |
| siłownik dwustron. dział. | 58 | 106 | 164 | 259 | 422 | 665 | 1040 | 1650 | 2660 | 4150 | 6450 | 10600 | 16600 | |
| siła ciągnąca przy po = 6 bar w N | siłownik dwustronnego działania | 54 | 79 | 137 | 216 | 364 | 550 | 870 | 1480 | 2400 | 3890 | 6060 | 9960 | 15900 |
| siłownik jednostron. dział. | 10, 25, 50 | 25, 50, 80, 100 | -- | |||||||||||
| skoki w mm | siłownik dwustron. dział. | do 160 | do 200 | do 320 | 10, 25, 50, 80, 100, 160, 200, 250, 320, 400, 500........2000 | |||||||||
Jakie elementy znajdują się w zespole przygotowania powietrza?
Stal używana do wytwarzania zbiorników ciśnieniowych oznaczana jest w symbolu głównym literą
Pralka automatyczna nie reaguje po naciśnięciu przycisku zasilania. Co może być przyczyną takiej sytuacji?
Jaką metodę łączenia materiałów powinno się wybrać do skrzyżowania elementów ze stali nierdzewnej i mosiądzu?
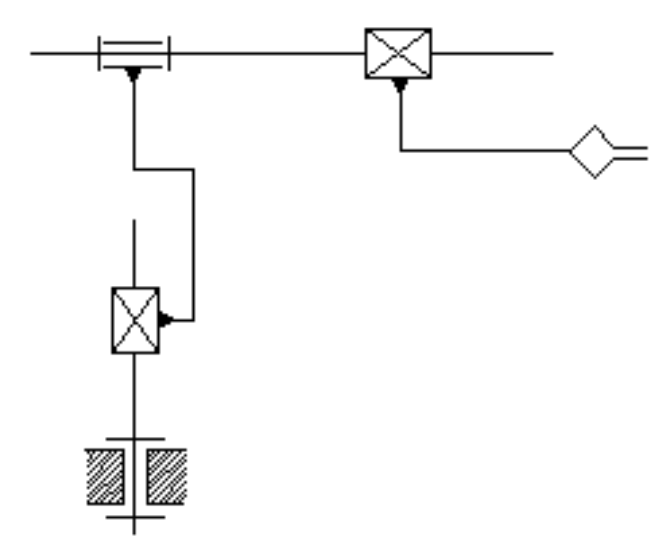
Ile stopni swobody ma manipulator, którego schemat przedstawiono na rysunku?
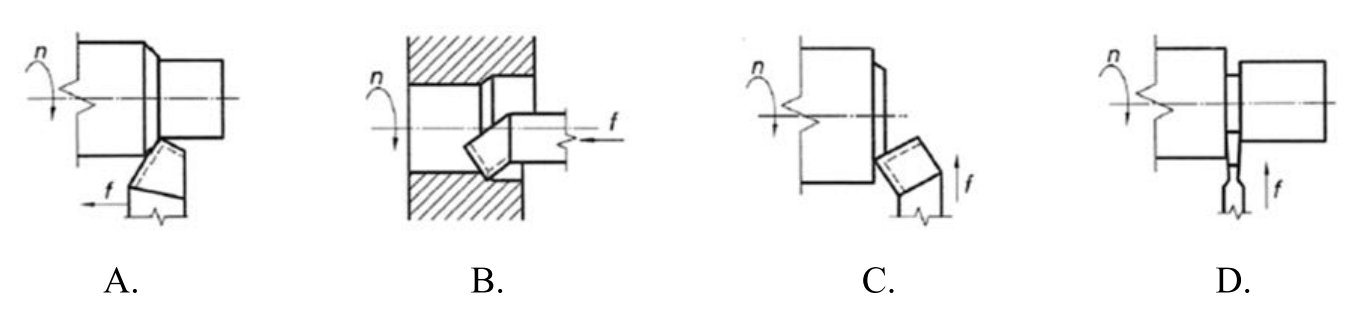
Toczenie powierzchni czołowej przedstawia rysunek
Jaką czynność zrealizuje polecenie COMPILE w kontekście programowania systemów mechatronicznych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W zakładzie produkcyjnym ustalono, że ciśnienie względne powietrza w zbiorniku wynosi +3 bary. Co oznacza, że nadciśnienie pNAD oraz ciśnienie absolutne (bezwzględne) pABS mają wartości:
Jakie wymiary biorą pod uwagę dopuszczalne odchylenia w wykonaniu elementu mechanicznego?
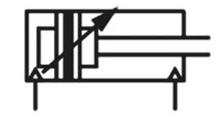
Symbol graficzny którego siłownika, z bezstykową sygnalizacją położenia tłoka jest przedstawiony na rysunku?
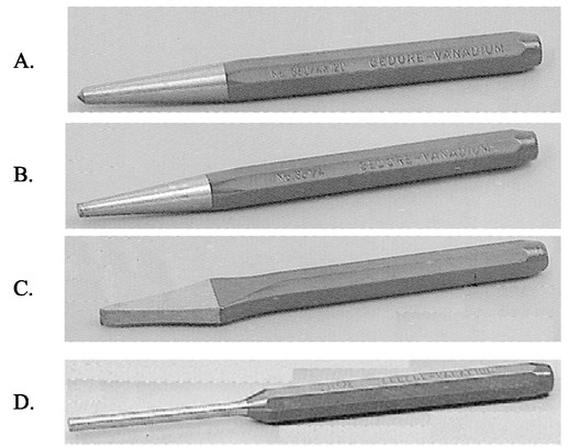
Demontaż połączenia kołkowego wykonuje się narzędziem przedstawionym na rysunku
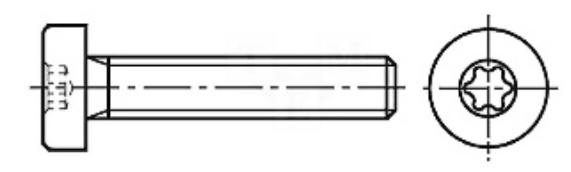
Którego z wymienionych narzędzi należy użyć do odkręcenia śruby przedstawionej na ilustracji?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakim przyrządem mierzy się czas trwania skoku siłownika elektrycznego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
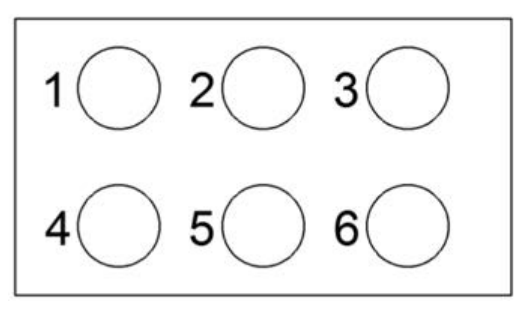
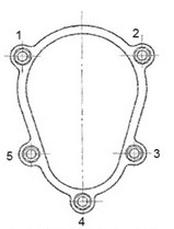
Podczas dokręcania jednakowymi śrubami głowicy przedstawionej na rysunku należy zachować następującą kolejność:
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W celu oceny stanu technicznego przycisku S1 wykonano pomiary rezystancji, których wyniki przedstawiono w tabeli. Na ich podstawie można stwierdzić, że przycisk S1 posiada zestyk
| Nazwa elementu | Wartość rezystancji zestyków [Ω] | |
| Przed przyciśnięciem | Po przyciśnięciu | |
| Przycisk S1 | 0,22 | ∞ |
Który rodzaj smaru powinien być zastosowany do lubrykantowania elementów wykonanych z plastiku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
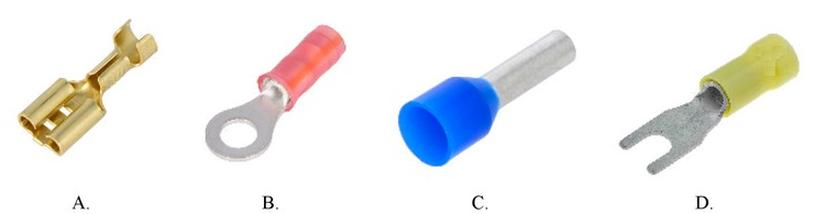
Praska do zaciskania końcówek tulejkowych może być użyta do montażu końcówki przedstawionej na rysunku
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podczas użytkowania urządzenia laserowego do obróbki metali, ryzyko dla zdrowia pracownika może wynikać między innymi z
Jak należy przeprowadzić połączenie wciskowe skurczowe piasty z wałkiem?
Podczas prac związanych z montażem mechatronicznych elementów konstrukcyjnych na znacznej wysokości, co należy założyć?
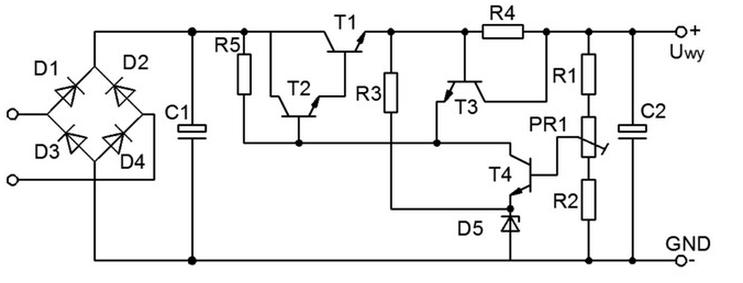
Na schemacie przedstawionym na rysunku element opisany D5 jest diodą
Prawidłowa kolejność dokręcania śrub lub nakrętek części przedstawionej na rysunku jest następująca:
Który rodzaj prądów i napięć można zmierzyć miernikiem przedstawionym na rysunku?

Aby uzyskać precyzyjny pomiar natężenia prądu elektrycznego w systemach mechatronicznych, należy zastosować amperomierz