Pytanie 1
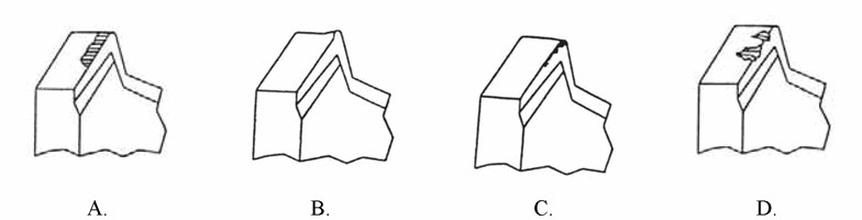
Na proces łamania wióra podczas obróbki przy użyciu płytki wieloostrzowej największy wpływ ma
A. pomocnicza powierzchnia przyłożenia.
B. powierzchnia przyłożenia.
C. powierzchnia natarcia.
D. promień narzędzia.
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Powierzchnia natarcia to naprawdę ważny element, jeśli chodzi o obróbkę wiórową. To na niej narzędzie ma bezpośredni kontakt z materiałem, co ma spore znaczenie dla całego procesu skrawania. Kształt i geometria tej powierzchni wpływają na kąt natarcia, a to z kolei decyduje o tym, jakie siły działają na wiór podczas obróbki. Jak dobrze zaprojektujesz tę powierzchnię, to wióry będą się lepiej odprowadzać i mniej się łamać, co jest mega ważne, zwłaszcza przy twardych materiałach. Gdy dobierzesz odpowiednie parametry, jak prędkość skrawania i posuw, łatwiej osiągniesz lepszą wydajność i jakość detali. W inżynierii kluczowe jest, żeby wybierać narzędzia skrawające z odpowiednią geometrią i regularnie je ostrzyć. Wiedza o tym, jak powierzchnia natarcia wpływa na skrawanie, jest więc niezbędna dla każdego, kto pracuje z obróbką skrawaniem.
Powierzchnia natarcia to naprawdę ważny element, jeśli chodzi o obróbkę wiórową. To na niej narzędzie ma bezpośredni kontakt z materiałem, co ma spore znaczenie dla całego procesu skrawania. Kształt i geometria tej powierzchni wpływają na kąt natarcia, a to z kolei decyduje o tym, jakie siły działają na wiór podczas obróbki. Jak dobrze zaprojektujesz tę powierzchnię, to wióry będą się lepiej odprowadzać i mniej się łamać, co jest mega ważne, zwłaszcza przy twardych materiałach. Gdy dobierzesz odpowiednie parametry, jak prędkość skrawania i posuw, łatwiej osiągniesz lepszą wydajność i jakość detali. W inżynierii kluczowe jest, żeby wybierać narzędzia skrawające z odpowiednią geometrią i regularnie je ostrzyć. Wiedza o tym, jak powierzchnia natarcia wpływa na skrawanie, jest więc niezbędna dla każdego, kto pracuje z obróbką skrawaniem.