Pytanie 1
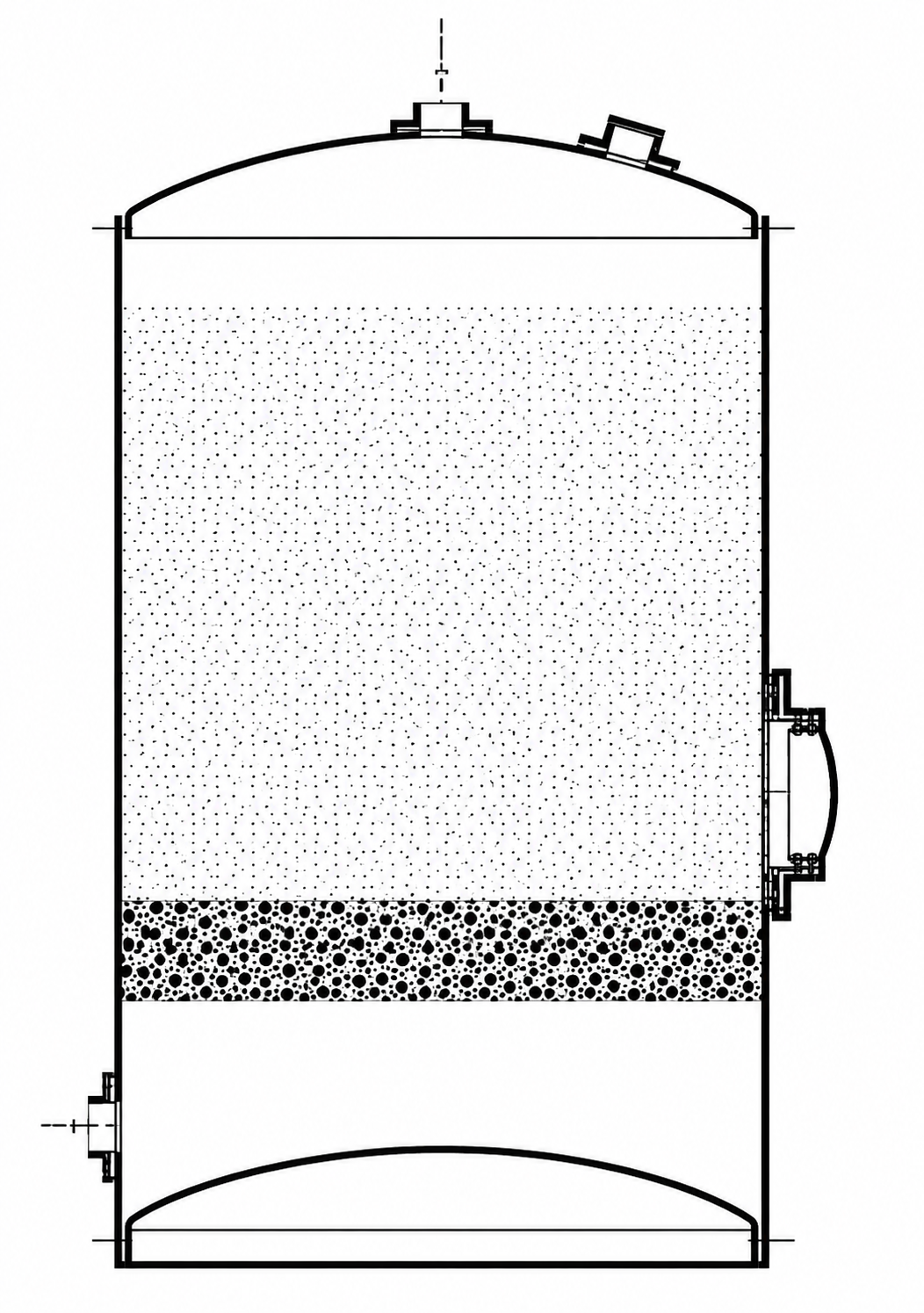
Jakie funkcje pełnią odstojniki?
A. Odśrodkowe oddzielanie ciał stałych od gazów
B. Grawitacyjne oddzielanie ciał stałych od cieczy
C. Przechowywanie nadwyżki produktów
D. Przechowywanie nadwyżki surowców
Odstojniki są urządzeniami wykorzystywanymi w różnych procesach przemysłowych do grawitacyjnego oddzielania fazy stałej od ciekłej. Główną zaletą tego procesu jest to, że pozwala on na skuteczne usunięcie osadów i zanieczyszczeń, co jest kluczowe w wielu branżach, takich jak przemysł chemiczny czy petrochemiczny. W zastosowaniach przemysłowych, po wprowadzeniu mieszanki do odstojnika, cieczy o mniejszej gęstości uniesie się ku górze, podczas gdy faza stała opadnie na dno. Dzięki grawitacyjnemu działaniu, proces ten jest znacznie bardziej ekonomiczny i wymaga mniej energii w porównaniu do metod mechanicznych. Przykładem może być proces oczyszczania wód odpadowych, gdzie odstojniki są kluczowe dla separacji osadów, co zwiększa efektywność dalszych procesów oczyszczania. Standardy branżowe, takie jak normy ISO dotyczące jakości wód, wskazują na konieczność stosowania takich systemów separacyjnych w procesach industrialnych, co świadczy o ich istotnym znaczeniu i zastosowaniu.