Pytanie 1
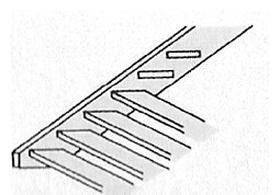
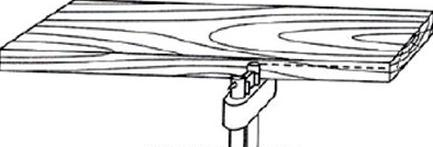
Na rysunku pokazano mebel o konstrukcji

A. kolumnowej.
B. wieńcowej.
C. szkieletowej.
D. stojakowej.
Odpowiedzi oparte na konstrukcjach stojakowej, szkieletowej oraz kolumnowej prezentują różne podejścia do projektowania mebli, które w praktyce mogą nie spełniać wymagań dotyczących stabilności i estetyki. Konstrukcja stojakowa, chociaż również popularna, polega na użyciu pionowych podpór, które nie zawsze zapewniają odpowiednie wsparcie dla poziomych elementów, co może prowadzić do niestabilności. Przykładowo, w przypadku mebli, które są narażone na obciążenia, taka konstrukcja może być niewystarczająca, co skutkuje odkształceniami czy wręcz uszkodzeniem. Z kolei konstrukcja szkieletowa, polegająca na tworzeniu ramy z materiałów, również nie dostarcza odpowiedniego wsparcia bez zastosowania dodatkowych wieńców. W praktyce, meble o takiej konstrukcji są często bardziej podatne na uszkodzenia, szczególnie przy intensywnym użytkowaniu. Na końcu, konstrukcja kolumnowa, która opiera się na wykorzystaniu kolumn jako głównych elementów nośnych, nie zawsze jest stosowna w kontekście bardziej złożonych form meblarskich, gdzie równomierne rozłożenie ciężaru jest kluczowe. W związku z tym, wybór niewłaściwej konstrukcji może prowadzić do istotnych problemów funkcjonalnych oraz estetycznych, co jest niezgodne z najlepszymi praktykami w branży meblarskiej.