Pytanie 1
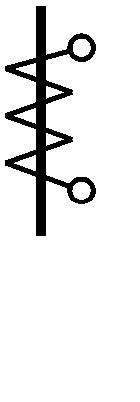
Za pomocą, której metody zostały połączone przewody przedstawione na rysunku?

A. Nitowania.
B. Lutowania.
C. Zaciskania.
D. Zgrzewania.
Lutowanie to jedna z najpowszechniej stosowanych metod trwałego łączenia przewodów elektrycznych, zwłaszcza tam, gdzie ważna jest pewność kontaktu i niska rezystancja połączenia. Na zdjęciu wyraźnie widać charakterystyczny nalot stopu lutowniczego, który obejmuje skręcone końcówki przewodów. Moim zdaniem, to rozwiązanie jest bardzo uniwersalne, szczególnie w instalacjach niskonapięciowych, elektronice czy naprawach domowych. Lutowanie polega na stopieniu specjalnego spoiwa, najczęściej cyny z dodatkiem ołowiu lub innych pierwiastków (obecnie coraz popularniejsze są luty bezołowiowe zgodnie z normą RoHS), które łączą przewody na poziomie molekularnym. Stosowanie lutownicy i kalafonii umożliwia uzyskanie bardzo stabilnego i trwałego połączenia. Warto też wspomnieć o zabezpieczeniu miejsca lutu przed korozją i uszkodzeniami mechanicznymi – zawsze dobrze jest użyć koszulki termokurczliwej albo izolacji. Osobiście, zawsze sprawdzam, czy powierzchnia przewodów jest dobrze oczyszczona przed lutowaniem – bez tego nie osiągnie się solidnego kontaktu. Przewody połączone lutowaniem są stosowane również w automatyce, telekomunikacji oraz urządzeniach RTV. To metoda, którą każdy elektronik powinien mieć opanowaną, bo zwiększa niezawodność całej instalacji i minimalizuje ryzyko powstawania tzw. zimnych lutów.