Pytanie 1
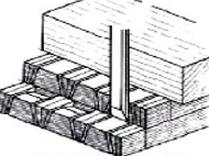
Przedstawiona na zdjęciu prasa służy do klejenia
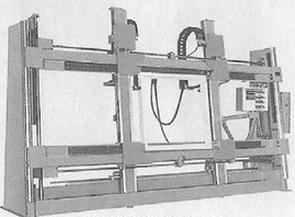
A. ram okiennych.
B. elementów giętych.
C. płyt wiórowych.
D. korpusów mebli.
Wybrane odpowiedzi, takie jak "elementy gięte", "korpusy mebli" oraz "płyty wiórowe", wskazują na pewne nieporozumienia dotyczące zastosowań pras do klejenia. Elementy gięte wymagają innego rodzaju technologii klejenia, często stosuje się do tego prasowanie na gorąco z zastosowaniem form, które nadają kształt i jednocześnie łączą poszczególne elementy. Prasy do klejenia ram okiennych różnią się konstrukcyjnie od pras używanych w produkcji mebli, gdzie często stosuje się różne metody łączenia, takie jak kołkowanie czy wykorzystanie okuć. Korpusy mebli, ze względu na swoją różnorodność materiałową oraz często złożoną geometrię, nie są zwykle klejone w sposób, jaki stosuje się w przypadku ram okiennych. Natomiast płyty wiórowe, w większości przypadków, wymagają użycia specjalnych pras do formowania, które pozwalają na uzyskanie odpowiedniej struktury i wytrzymałości. Zrozumienie różnic w technologii klejenia oraz zastosowania różnych typów pras jest kluczowe dla skutecznej produkcji w branżach stolarskich i meblarskich. Ignorowanie tych różnic może prowadzić do niewłaściwego doboru narzędzi i technik, co z kolei wpływa na jakość finalnych produktów oraz ich trwałość.